Курсовая работа: Разработка процесса восстановления ступенчатого вала
![]()
![]()
![]()
![]()
Способ ремонтных размеров применяется не только для простых деталей типа вал — втулка, поршень—гильза, но и для деталей типа шпиндель—подшипники, корпусных деталей с валами и др. Например, при ремонте шестеренчатого насоса вместо установки компенсационных втулок можно расточить корпус под ремонтный размер, изготовив новые откорректированные шестерни. Этот способ приемлем для резьбовых соединений, которых при износе увеличивают внутренний размер резьбы (гайки), а винты заменяют новыми.
Механическая обработка поверхностей деталей. Механическая обработка, выполняемая в гальваническом цехе, делится на следующие виды: шлифование, полирование и крацевание.
Шлифуя деталь, получают ровную и гладкую поверхность. Шлифование производят на специальных шлифовально-полиро![]() вальных станках при помощи абразивных материалов. Для шлифования, полирования или крацевания поверхностей деталей наиболее широко применяются двухшпиндельные станки типа 385 (рис. 3).
вальных станках при помощи абразивных материалов. Для шлифования, полирования или крацевания поверхностей деталей наиболее широко применяются двухшпиндельные станки типа 385 (рис. 3).
Для обработки поверхностей деталей применяют твердые и эластичные круги. Твердые круги состоят из массы зерен искусственных или природных абразивных материалов, связанных каким-либо определенным цементирующим веществом, называемым связкой. Эти круги применяют в основном для обработки деталей под требуемый размер, придания им правильной формы и снятия заусенцев. Эластичные круги изготовляют из войлока,
Рис. 3. Двухшпиндельный шлифовально-полировальный станок: 1 — электродвигатель; 2 — ремни; 3 — шпиндель; 4 — станина фетра, ткани (последние склеены или сшиты из сукна или хлопчатобумажной ткани).
На рабочую поверхность шлифовальных кругов, изготовленных из войлока, фетра или ткани, закрепляют зерна абразива столярным клеем. Для этого клей предварительно заливают холодной водой, выдерживают в течение 6—12 ч, после чего нагревают до температуры 65—70° С и выдерживают при этой температуре до получения жидкой массы, которую кистью равномерно наносят на рабочую поверхность круга.
При накатке круг в специальном лотке слегка прижимают к слою зерен абразива. Для более прочного приставания абразива круг несколько раз прокатывают по гладкой поверхности лотка. Накатанные круги сушат при комнатной температуре в течение 16—24 ч или в сушильном шкафу при температуре 35—40° С в течение 8—10 ч. При более высокой температуре сушить нельзя, так как слой клея растрескивается, сокращая срок службы круга.
Перед повторной накаткой с круга необходимо удалить оставшийся на нем абразив и зачистить поверхность кусковой пемзой.
Обычно шлифование осуществляют внесколько приёмов: сначала кругами с крупными зернами, затем с мелкими. Количество переходов должно быть тем больше, чем грубее поверхность деталей, поступающих на обработку.
Заключительной операцией шлифования является обработка деталей кругами с наклеенной абразивной оболочкой, смазанными наждачными жировыми пастами, стеарином или техническим салом. Этот процесс называется матированием, так как поверхность при этом получается матовой.
Полирование осуществляют эластичными кругами, на рабочую поверхность которых нанесены микропорошки (М40, М28, М20, М10, М7) или полировочная паста. Состав полировочных паст разнообразен. Они содержат: в качестве абразивных материалов — окись железа (крокус), окись хрома, окись алюминия, венскую известь (обожженный доломит), наждак; связующие вещества—стеарин, парафин, олеиновую кислоту и др.
Очистку и полирование мелких деталей производят в барабанах или колоколах, которые изготовляют из стали или дерева. По форме они могут быть круглыми, шести- или восьмигранными. Для лучшего перемешивания деталей внутри барабана устанавливают специальные' ребра. Детали, подвергающиеся обработке, загружают в барабан, плотно закрывают крышку люка и включают электродвигатель. Перемешивающиеся детали трутся друг о друга и при этом их поверхности не только сглаживаются, но и очищаются от ржавчины и окалины. В барабанах и колоколах можно полировать также при помощи абразивных материалов (наждак, корунд, кварц, стекло). Более тонкой отделки поверхности мелких изделий можно достигнуть, заменив грубые абразивы стальными шариками (диаметром от 1 до 5 мм), опилками и др. Объем стальных шариков должен быть примерно вдвое больше объема деталей. Дли ускорения галтовки применяют жидкости; мыльную воду, растворы двууглекислого натрия, венскую известь с водой и др. Объем жидкости должен быть в два раза больше объема деталей и шариков. После полирования детали промывают в горячей воде.
Крацевание выполняют металлическими, щетками для удаления тонких окисных пленок, травильного шлама, остатков жировых загрязнений после обезжиривания, а также придания нанесенному на поверхность покрытию однородного оттенка и уменьшения пористости. Крацевальная щетка с диаметром стальной проволоки 0,15—0,20 мм применяется для обработки твердых металлов; для обработки мягких металлов применяют латунную проволоку диаметром 0,07—0,15 мм.
1.5 Составление технологического процесса восстановления детали
Автоматическая наплавка под флюсом
Автоматическая наплавка под флюсом особенно эффективна при восстановлении деталей с износом более 1,5—2,0 мм. В ремонтном производстве автоматической наплавкой продольными валиками восстанавливают плоские поверхности или шлицы валов и полуосей, валиками по винтовой линии — цилиндрические поверхности деталей.
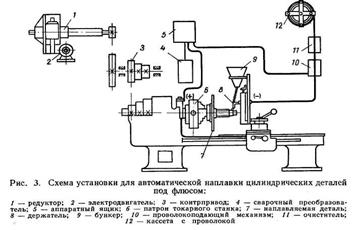
Установка для наплавки состоит из наплавочной головки, механизма (станка) для перемещения головки и вращения детали и источника тока. Схема установки для автоматической наплавки изношенных цилиндрических деталей показана на рис. 3. Наплавочная головка закреплена на суппорте токарного станка, снабженного редуктором для изменения скорости вращения от 0,25 до 4,0 об/мин. Деталь крепится в патроне или центрах. Ток поступает к детали через меднографитовые щетки и кольцевую медную шину, установленную на патроне. Наплавку ведут при вращении детали и продольном перемещении суппорта (4— 15 мм/об) с наплавочной головкой, с перекрытием последующим валиком предыдущего на 1/3—1/2 его ширины.
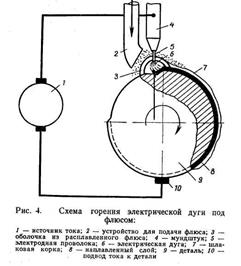
Наплавка тонкостенных полых деталей дает положительные результаты при наложении валиков по винтовой линии с большим шагом. В этом случае наплавку ведут в два прохода, чтобы валики, наплавляемые во время второго прохода, укладывались между валиками, наплавленными в первый проход. 5 (рис. 4.), подаваемой из кассеты специальным механизмом. Электрическая дуга 6 горит между концом электрода 5 и деталью 9.
В зону горения дуги непрерывно подается гранулированный флюс; толщина насыпаемого слоя должна быть не менее 40 мм. За счет имеющегося тепла часть флюса плавится, образуя вокруг дуги защитную оболочку 3. Таким образом, дуга горит в жидкой среде расплавленного флюса в газовой оболочке, образуемой газами и парами, непрерывно создаваемыми дугой. При этом основной металл интенсивно проплавляется и образует глубокий кратер. Кратер заполняется расплавленным присадочным металлом, вытесняемым дугой расплавленного основного металла. В результате при наплавке под флюсом объем жидкого металла во![]() много раз больше, чем при ручной наплавке. Соответственно больше и глубина проплавления основного металла.
много раз больше, чем при ручной наплавке. Соответственно больше и глубина проплавления основного металла.
При перемещении дуги столб ее отклоняется, дуга плавит металл и вытесняет его. Значительная часть столба погружена в основной металл. Металл же электрода переносится дугой в виде капель и перемешивается с основным металлом в расплавленной ванне. Расплавленный флюс изолирует от воздуха не только столб дуги, но и всю зону наплавки. По мере перемещения дуги отвод теплоты возрастает и начинается кристаллизация ванны расплавленного металла. В результате значительного запаса теплоты шлак остается жидким до конца затвердевания ванны и непрепятствует удалению газов. По истечении некоторого времени шлаковый покров полностью затвердевает и наплавленный слой покрывается плотной шлаковой коркой.
После остывания наплавленного слоя шлаковая корка растрескивается и отпадает от него. Размельченную корку можно использовать повторно, добавив 25—40% свежего флюса.
Для предотвращения стекания металла электродную проволоку смещают с зенита детали в сторону (в пределах 2—30 мм), противоположную направлению ее вращения, так чтобы шлак не затекал в сварочную ванну и флюс не ссыпался.
Благодаря флюсовой защите и малому вылету электрода (15— 25 мм), плотность тока при автоматической наплавке можно повысить до 150—200 А/мм2 , что позволяет увеличить производительность в 4—6 раз по сравнению с ручной электродуговой наплавкой, Кроме того, в результате рационального использования тепла при автоматической наплавке под слоем флюса значительно сокращается расход электроэнергии. Если при ручной наплавке качественным электродом расходуется 6—7 квт-ч электроэнергии на наплавку \ кг металла, то при автоматической наплавке расходуется около 3 квт-ч.