Курсовая работа: Разработка, статистическое регулирование, исследование точности и стабильности технологического процесса при механообработке изделий
Раздел 2. Технологический процесс изготовления детали «Ось»
Для изготовления оси используют следующие материалы: углеродистую сталь обыкновенного качества, легированную конструкционную и качественную углеродистую сталь. Для изготовления оси диаметром более 20 мм используют трубы и полые отливка, режа поковки. Заготовки из металла получают центробежным литьем и литьем под давлением, заготовки из металлокерамических материалов — прессованием с последующим спеканием, заготовки из пластмасс — прессованием или резкой прутков и труб.
При обработке оси из штучных полых заготовок целесообразно придерживаться следующей последовательности:
1) зенкерование отверстия, подрезание торца и снятие фаски;
2) предварительное и чистовое точение наружной поверхности, подрезание второго торца оси, снятие фасок, обработка бурта, точение канавок и т. п.;
Первую операцию выполняют с закреплением заготовки в трехкулачковом патроне, вторую — с установкой на шпиндельной или центровой оправке.
Обработку оси из прутков обычно выполняют с одного установа на токарных станках и автоматах в следующем порядке: подрезка торца у прутка, подача прутка до упора, зацентровка под сверление, сверление отверстия, предварительное и чистовое точение наружной поверхности, снятие фасок, развертывание и отрезание.
Универсальный токарно-винторезный станок модели 1К62
Универсальный токарно-винторезный станок модели 1К62 предназначен для выполнения самых разнообразных токарных работ с полным использованием возможностей твердосплавных инструментов. На нем могут нарезаться как метрические, дюймовые, модульные, питчевые резьбы, так и архимедовые спирали с шагом 3/8", 7/16"; 2; 5,5; 6; 6,5; 7; 8; 8,5; 10, 11; 12 и 14 мм . На данном станке можно выполнять также копировальные работы при помощи гидрокопировального суппорта.
Конструкцией станка обеспечивается значительное уменьшение времени на его обслуживание: предусмотрено быстрое механическое установочное перемещение суппорта, однорукоятное управление задней бабкой. Возможность автоматической подачи при работе инструментами, закрепленными в пиноли задней бабки путем присоединения ее к суппорту, имеется четырехпозиционный резцедержатель с точной фиксацией в рабочих положениях и т.п. На станке установлен амперметр, показывающий нагрузку главного двигателя при данных условиях работы. Шкала амперметра состоит из трех частей: белой, соответствующей недогрузки главного двигателя; зеленой, показывающий нагрузку двигателя в пределах от 85 до 100%, и красной, соответствующей его перегрузке.
По способу управления станки делят на: станки с ручным управлением (универсальные), полуавтоматы и автоматы, с системами ЧПУ.
Общий вид станка 1К62
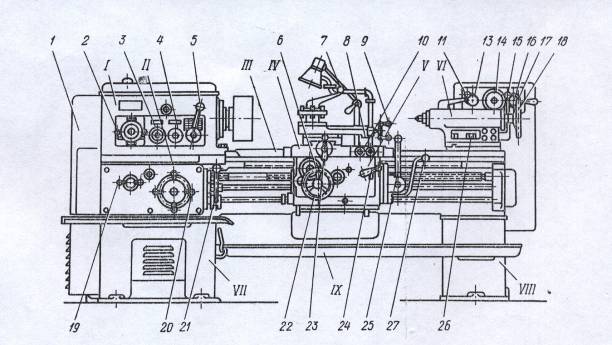
1 — квадратное отверстие вала шкива для деления на многозаходные резьбы; 2,5 — рукоятки установки чисел оборотов шпинделя; 3 — рукоятка установки увеличенного, нормального шага резьбы и положения при делении на многозаходные резьбы; 4 — рукоятка установки правой и левой резьбы и подачи; 6 — кнопка выключения реечной шестерни при нарезании резьбы; 7 — рукоятка индексации и закрепления резцовой головки; 8 — винт крепления каретки для торцовых работ; 9 - рукоятка подачи верхней чисти суппорта; 10 — кнопочная станция пуска и останова главного привода; ll — рукоятка крепления пиноли задней бабки; 12 — кнопка включения ускоренных ходов каретки и суппорта; 13 — выключатель насоса охлаждения; 14 — линейный выключатель; 15 — рукоятка крепления задней бабки; 16 — выключатель местного освещения; 17 — выключатель гидрощупа; 18 — маховичок перемещения пиноли задней бабки; 19 — рукоятка включения на подачу, резьбу, ходовой винт и архимедову спираль; 20 — рукоятка установки величины подачи и шага резьбы; 21, 27 — рукоятка включения выключения и реверсирования шпинделя; 22 — маховичок ручного перемещения каретки; 23 — рукоятка поперечной подачи суппорта; 24 — рукоятка включения маточной гайки; 25 — рукоятка управления ходами каретки и суппорта; 26 — гайка болта дополнительного крепления задней бабки.
Техническая характеристика станка модели 1К62
|
№ п.п. |
Наименование параметра |
Единица измерения |
Величина параметра |
|
1 2 3 4 5 6 7 К-во Просмотров: 504
Бесплатно скачать Курсовая работа: Разработка, статистическое регулирование, исследование точности и стабильности технологического процесса при механообработке изделий
|