Курсовая работа: Разработка, статистическое регулирование, исследование точности и стабильности технологического процесса при механообработке изделий
0,07-4,16
0,035-2,08
1-192
24-2
0,5-48
96-1
10/13,4
7,5/10
2080
2140
2222
2522,2812
3212
1166
1324
Выбор резцов
Многообразие видов поверхностей заготовок, обрабатываемых на станках токарной группы, привело к созданию большого числа токарных резцов. Главным принципом классификации резцов является их технологическое назначение. Различают резцы: проходные - для обтачивания наружных цилиндрических и конических поверхностей; расточные проходные и упорные - для растачивания сквозных и глухих отверстий; отрезные - для отрезки заготовок; резьбовые - для нарезания наружных и внутренних резьб; фасонные - для обрабатывания фасонных поверхностей; прорезные - для протачивания кольцевых канавок; галтельные - для обтачивания переходных поверхностей между ступенями валов по радиусу.
По характеру обработки резцы делят на черновые, получистовые и чистовые, по направлению движения подачи - на правые и левые. Правые работают с подачей справа налево, левые - слева направо. По конструкции резцы делят на целые, с приваренной или припаянной пластиной режущего материала, со сменными пластинами. Широко применяют резцы с многогранными неперетачиваемыми пластинами. Когда одна из режущих кромок пластины выходит из строя вследствие затупления, открепляют механический прижим и устанавливают в рабочее положение следующую режущую кромку.
Резцы из быстрорежущей стали. Размеры токарных (ГОСТ 10043—62), расточных (ГОСТ 10044—62)
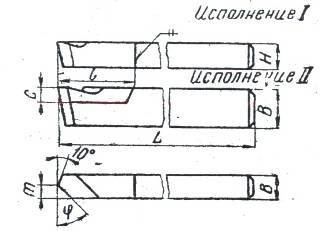
Резец токарный, проходной
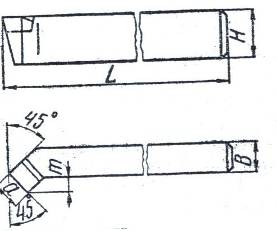
Резец токарный, проходной с углом ф = 45 и 60 0 , мм
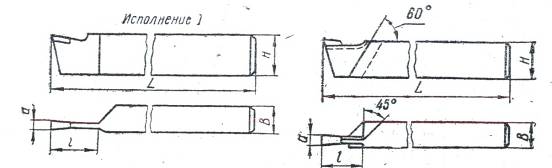
Резец токарный, отрезной
Технологический процесс производства детали «Ось правый» представлен в таблице 1.
|
№ операции |
Содержание операции |
К-во Просмотров: 498
Бесплатно скачать Курсовая работа: Разработка, статистическое регулирование, исследование точности и стабильности технологического процесса при механообработке изделий
|