Курсовая работа: Разработка технологического процесса изготовления "Вала"
Расход материала на одну деталь с учётом всех технологических неизбежных потерь определяем по формуле:
![]() (2.11)
(2.11)
Определяем коэффициент использования материала:
![]() . (2.12)
. (2.12)
Определяем стоимость заготовки из проката:
![]() , (2.13)
, (2.13)
где СМ = 16 руб./кг – цена одного килограмма материала;
СОТХ = 2758 руб./т – цена 1 тонны отходов.
Вариант 2. Заготовка, изготовленная методом горячей объёмной штамповки на ГКМ.
Пользуясь таблицей 20. ГОСТ 7505–89 принимаем:
Степень сложности – С 1;
Группа стали – М 2;
Точность изготовления – Т 4;
Исходный индекс -14.
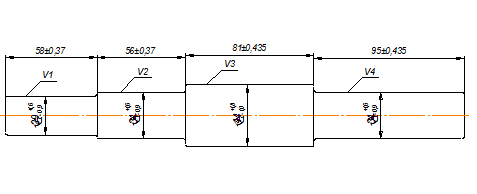
Рис. 1.3
С учётом табличных припусков определяем расчетные размеры заготовки:
![]() , (2.14)
, (2.14)
![]() мм,
мм,
![]() мм,
мм,
![]() мм,
мм,
![]() мм,
мм,
![]() мм,
мм,
![]() мм,
мм,
![]() мм,
мм,
![]() мм.
мм.
Таблица 2.1 Припуски на размеры заготовки
| Категория размера | Номинальное значение размера, мм | Шероховатость, мкм | Припуск, мм | Предельные отклонения, мм | Размер заготовки, мм |
| D1 | 25 | 0,63 | 2,0 | 29 | |
| D2 | 30 | 0,63 | 2,0 | 34 | |
| D3 | 40 | 10 | 2,0 | 44 | |
| D4 | 30 | 0,63 | 2,0 | 34 | |
| L1 | 58 | 10 | 2,0 | 60 | |
| L2 | 56 | 10 | 2,0 | 58 | |
| L3 | 85 | 10 | 2,0 | 85 | |
| L4 | 97 | 10 | 2,0 | 97 |
Определяем объем отдельных элементов заготовки по предельным размерам:
![]() ; (2.15)
; (2.15)