Курсовая работа: Разработка технологического процесса изготовления типовой детали - вал шлицевой (ТМ-30), сталь 45
Следующая операция – шлифование. Оно производится в две операции: предварительное и чистовое шлифование. При обработке на круглошлифовальных станках технологической базой являются центровые отверстия на торцах заготовки. От качества центровых отверстий зависит точность обработки, поэтому перед шлифованием центровые отверстия подвергаются исправлению путем шлифования конусным кругом. Обработка производится методом врезного шлифования, применяемое при обработке шеек незначительной длины. В серийном производстве шлифование этим методом выполняется по автоматическому циклу, что обеспечивает лучшее качество обработки и повышает производительность.
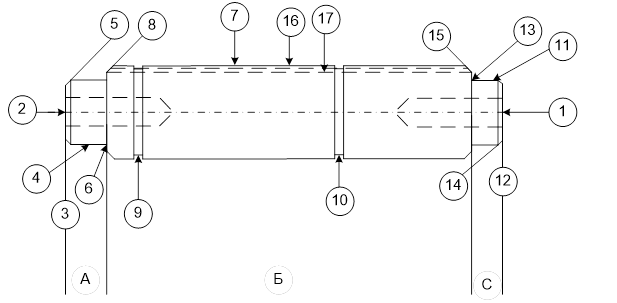
Рисунок 2. Технологический эскиз детали
2.1 Определение структуры технологического процесса по переходам и установам
Перечень технологических переходов и установов для каждой операции, принимаемых для достижения конечной точности и шероховатости, проставленных на рабочем чертеже вала приводится в таблице №1.
Таблица №1.
Технологический маршрут изготовления детали
| Номер операции | Наименование операции | Номера переходов | Наименование переходов и номера обрабатываемых поверхностей |
Тип оборудования |
Тип приспособлений | Измерительный инструмент |
| 1 | фрезерно-центровальная | 1 | Фрезеровать торцы с двух сторон. |
Вертикально фрезерный станок 6540 | Фреза торцевая Р 18 2214-0333 | Штангель-циркуль ШЦ-П 125-0,1 ГОСТ166-80 |
| 2 | Сверлить центровочные отверстие 1,2 | Сверло центровочное, d=8 мм.-77 | ||||
| 2 | токарная | 1 | Черновое точение всей детали по размеру поверхности 6 |
Токарно – винторезный станок 16Б16 | Пневмопатрон трехкулачковый, гребенка из отрезных резцов, левый упорный резец, левый подрезной резец R0,5, подрезной резец R0,5, проходной отогнутый резец, левый проходной отогнутый резец, проходной резец |
Скоба- калибр МК50-75 ГОСТ 166-80, Штангенциркуль ШЦ П – 200-0,1 |
| 2 | Черновое точение посадочной поверхности 4 резцом на 909 | |||||
| 3 |
Черновое точение посадочной поверхности11 резцом на 909 | |||||
| 4 | Чистовое точение посадочной поверхности 11 | |||||
| 5 | Чистовое точение посадочной поверхности 4 | |||||
| 6 | Обработка перехода 6 для посадки подшипников | |||||
| 7 | Обработка перехода 13 для посадки подшипников |
Продолжение таблицы №1.
| Номер операции | Наименование операции | Номера переходов | Наименование переходов и номера обрабатываемых поверхностей |
Тип оборудования |
Тип приспособлений | Измерительный инструмент |
| токарная | 8 | Снять фаски 5,8,14,15 | Токарно – винторезный станок 16Б16 | Проходной упорный резец с углом в плане 450 , левый и правый |
Штангенциркуль ШЦ П – 200-0,1 ГОСТ 166-80 | |
| 9 | Точить канавки 9,10 | |||||
| 3 | шлифовальная | 1 | Шлифовать 4 |
К-во Просмотров: 548
Бесплатно скачать Курсовая работа: Разработка технологического процесса изготовления типовой детали - вал шлицевой (ТМ-30), сталь 45
|