Курсовая работа: Разработка технологического процесса механической обработки детали типа вал-червяк
Поскольку материал заготовки - сталь 45 не является пригодной для литья, то метод получения заготовки из литья неприемлем.
Следует отметить что сталь 45 хорошо деформируется. Поэтому исходя из величины годовой программы выпуска деталей, особенности конструкции утолщения посередине детали относительно хвостовика и рекомендаций [2] одним из методов получения заготовки выбираем поковку в подкладных штампах.
Сравним два варианта получения заготовки из круглого сортового проката и поковкой в подкладных штампах. При методе получения заготовки поковкой мерные отрезки сортового проката, нарезанного на механической пиле, подогревают в печи кузнечного цеха, после чего подают на ковку паровоздушными молотами в подкладных штампах. После горячей ковки заготовка принимает цилиндрическую форму с утолщением посередине (рис. 3.1)
Определим массу поковки по зависимости:
G3 = ρ·V·K , (3.1)
где ρ=7810 - плотность металла, кг/м3 ;
К - коэффициент, учитывающий отходы металла;
V3 - объем заготовки, который равен сумме объёмов заготовки V1 +V2 +V3 +V4 +V5 на отдельных участках поковки, отсюда,
G3 = ρ·![]()
Подставив числовые значения получим
Gз =7810·3,14·(0,0392 ·0,08+0,0472 ·0,086+0,0552 ·0,064+0,0882 ·0,132+0,0492 ··0,104) · 1,1= 11,81 кг
Определим коэффициент использования металла по формуле:
![]() , (3.2)
, (3.2)
где Gg- масса детали, отсюда
![]()
После получения заготовки, последнюю отжигают в индукторной печи до твердости НВ 195…220. Способ очистки после отжига заготовки- дробеструйный. Технические требования на заготовку: штамповочные уклоны должны быть выполнены не более 7˚, радиусы не более 5 мм. Предельные отклонения согласно рекомендаций [2].
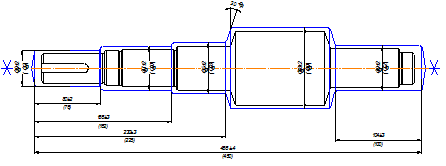
Рисунок 3.1 – Эскиз заготовки поковки вала
Для окончательного выбора способа получения заготовки определим затраты на получение заготовки из проката и поковки.
Определим стоимость заготовки из круглого сортового проката диаметром 82 мм и длиной 450 мм
М= Qзп *S – (Qзп – q )*Sотх , (3.3)
Где Q – масса заготовки, S - стоимость 1 кг материала, q – масса детали, Sотх - стоимость отходов, Qзп - масса заготовки с учетом потерь при нарезке.
Длина проката для нарезки заготовок Lпр = 5000 мм. Потери на зажим при нарезке на механических пилах lзаж = 100 мм. Ширина реза lр = 8 мм, длина торцового обрезка lоб = 0,3…0,5*d ~40 ммКоличество заготовок, полученных из принятой длины определим по формуле
Х = (Lпр - lзаж – lоб )/(lз + lр ) , (3.4)
Х = (5000 – 100 –40)/(450 + 8) = 10,61 шт
Принимаем х = 10 шт. Остаток длины (некратность)
Lнк = 5000 - 100 -40 - (450+8)·10 = 280 мм
Общие потери материала при нарезке проката составляет в процентном отношении к длине проката
Ппо = (lзаж +lоб + Lнк + lр )·100%/Lпр = (3.5)= (100+40+280+8)·100/5000 = 8,56%