Курсовая работа: Разработка технологического процесса механической обработки детали типа Вал
2Z![]() = A
= A![]() - A
- A![]() = 180,333– 180,273= 0,06;
= 180,333– 180,273= 0,06;
Схема полей допусков приведена на рис. 2.
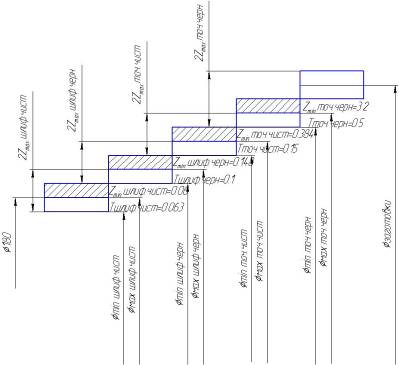
Рис. 2 -Схема полей допусков.
5. Выбор основного технологического оборудования
В соответствии с планом обработки детали, выберем необходимое технологическое оборудование, на котором будет вестись обработка. Марки станков и их технические характеристики выбираем из справочников [2, ч.2, с 7-65] и [3, с 25-64]. Результаты сводим в таблицу.
Таблица 2 – Основное технологическое оборудование и его технические характеристики
| Номеропера-ции | Назва-ниеопера-ции | Маркастан-ка | Наиб. Æобраба-тывае-мого изде-лия(отв.),мм | Частота вращенияшпинделя(реж. инструм),об/мин | Мощ-ностьЭД,кВт | Габарит-ныеразмеры,мм | Масса,кг |
| 010 | Фрезерноцен-тровальная | МР-71М | 125 | 125-712(фрезеров.)238-1125(сверление) | 10(фрез.)2,8(сверл) | 2840×1450×1720 | 5250 |
| 020 | Токарно-винто-резная | 16К20 | 400 | 12,5-1600 | 11 | 3795×1190×1500 | 2835-3685 |
| 025 | Вертика-льно-фрезерная | 6Р11МФ3-1 | 300 | 63-2500 | 8 | 2750×2230×2450 | 2650 |
| 030 | Радиа-льно-сверлиль-ная | 2М55 | 50 | 20-2000 | 5,5 | 2665×1020×3430 | 4700 |
| 035 | Горизон-тально-расточ-ная | 2М615 | 800 | 20-1600 | 4,5 | 4330×2590×2585 | 8500 |
| 040 | Зубофрезерная | 56А20 | 6модуль | 75-500 | 7,5 | 3150×1815×2300 | 6800 |
| 045 | Кругло-шлифо-вальная | 3М151 | 200 | 1590 | 10 | 4605×2450×2170 | 5600 |
Для выполнения токарных операций требуется наличие двух токарно-винторезных станков 16К20. На одном из них будет осуществляться черновое точение (Установы А и Б), а на втором – чистовое точение (Установы В и Г), что позволит существенно повысить качество обработки.
6. Анализ схем базирования
Для базирования данной детали типа вал используются два принципиальных подхода: базирование по наружной цилиндрической поверхности под подшипники и базирование по оси детали. Технически это реализуется при помощи призм- первый вариант- и при помощи центровых отверстий. Центровые отверстия играют роль чистовой базы, т.к. при их использовании погрешность закрепления ![]() =0. Центра получают при помощи фрезерно-центровой операции, во время которой для базирования используются призмы:
=0. Центра получают при помощи фрезерно-центровой операции, во время которой для базирования используются призмы:
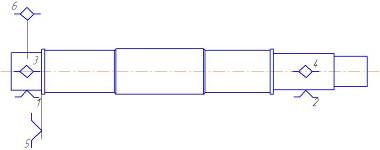
Рисунок 3- Теоретическая схема базирования.
На рисунке 3 изображена теоретическая схема базирования по наружной цилиндрической поверхности под подшипники. Технически это реализуется при помощи призм, как это показано на рисунке 4.
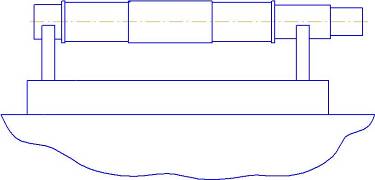
Рисунок 4 – Техническая реализация базирования.
При получении центровых отверстий базирование производится при их помощи. Теоретическая схема базирования изображена на рисунке 5, а техническая реализация на рисунке 6.
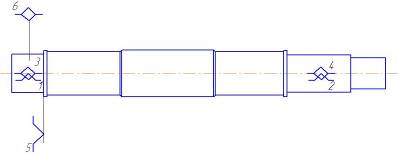
Рисунок 5- Теоретическая схема базирования.

Рисунок 4 – Техническая реализация базирования
7. Выбор технологической оснастки
Произведём выбор технологической оснастки, необходимой для осуществления комплекса всех операций по обработке данной детали.
Под технологической оснасткой понимаются приспособления, служащие для закрепления заготовки (детали) и режущего инструмента, режущие инструменты, и мерительные инструменты для контроля правильности обработки поверхностей. Технологическую оснастку выбираем с помощью справочников ([2], [3]), а также ориентируясь на КОМПАС Автопроект. Результаты выбора сводим в таблицу.
Таблица 5 – Результаты выбора технологической оснастки
| Операция | Приспособление | Инструмент | |
| Режущий | Мерительный | ||
| Фрезерно-центроваль-ная |
1. Призма ГОСТ 12195-66 |
1. Фреза ГОСТ 16230-81 2. Фреза К-во Просмотров: 588
Бесплатно скачать Курсовая работа: Разработка технологического процесса механической обработки детали типа Вал
| |