Курсовая работа: Разработка технологического процесса сборки редуктора червячного и изготовления крышки корпуса
Служебным назначением крышки корпуса является поддержка и ориентирование деталей, входящих в данную конструкцию цилиндрического редуктора, так же крышка корпуса предотвращает попадание в полость корпуса посторонних предметов.
Конструкция крышки и ее закрепление на корпусе редуктора обеспечивает надежную работу механизма в целом, вследствие обеспечения точности зацепления цилиндрических передач, посредством установки и базирования крышки на корпус по поверхности № 5 и двум отверстиям под штифты поверхность № 26.
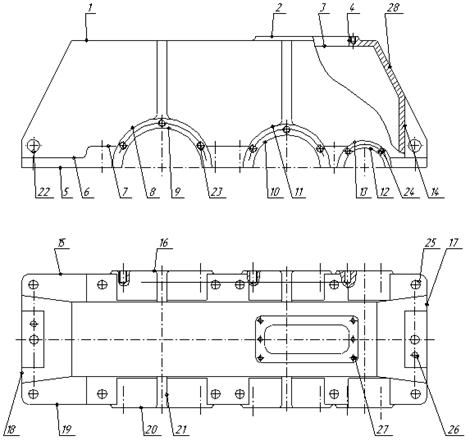
Рис. 2.1
2.2 Выбор заготовки. Разработка конструкции заготовки
Деталь крышка изготавливается из чугуна марки СЧ 21-40 ГОСТ 1412-70 методом литья, поэтому конфигурация наружного контура и внутренних поверхностей не вызывает значительных трудностей при получении заготовки. В крышке имеются два отверстия, требующие высокоточной обработки и взаимного расположения, так как от их точности зависит работа цилиндрических передач и всего механизма в целом.
В остальном деталь технологична и довольно проста по конструкции, допускает применение высокопроизводительных режимов обработки.
Расположение крепежных отверстий допускает использовать многоинструментальную обработку, что позволяет применять агрегатные многоинструментальные станки. Размеры и формы поверхностей позволяют вести обработку стандартным инструментом. В целом изготовление крышки можно вести на оборудовании нормальной точности, а также используя стандартные измерительные инструменты для проведения контроля крышки.
Разработку заготовки выполним по [2]
Полученные размеры сводим в таблицу.
Таблица 2.1. Размеры отливки
| Размер детали, мм | Припуск на сторону, мм | Размер отливки, мм | Отклонения, мм |
| R 125 | 3 | R 122 | ±1 |
| R 107,5 | 3 | R 104 | ±0,7 |
| R 65 | 3 | R 62 | ±0,7 |
| 440 | 2 | 444 | ±1,3 |
| 70 | 2 | 72 | ±0,7 |
| 32 | 2 | 34 | ±0,5 |
| 12 | 1 | 13 | ±0,5 |
| 410 | 2 | 412 | ±1,3 |
2.3 Определение типа производства
Тип производства зависит от годовой программы выпуска N= 400 000 деталей в год и от ее массы. В связи с вышеперечисленными факторами производство данной детали является массовым. И для этого типа производства характерна поточная форма организации технологического процесса.
Такт выпуска изделия рассчитывается по формуле:
tв =![]() , (2.1)
, (2.1)
где Fд - действительный годовой фонд времени работы оборудования, час.
tв =![]() = 0,9
= 0,9
Согласно полученным данным тип производства является крупносерийным.
2.4 Проектирование заготовки
Изучив конфигурацию детали, можно сделать вывод, что наиболее подходящими методами изготовления заготовок в данном случае являются:
литье в песчаные формы;
литье под давлением.
При расчете предпочтение следует отдавать той заготовке, которая обеспечивает меньшую технологическую себестоимость детали.
а) рассчитаем себестоимость заготовок, полученных методом литья в песчаные формы:
![]()
![]() масса заготовки, кг,
масса заготовки, кг,
![]() масса готовой детали, кг.
масса готовой детали, кг.
![]() коэффициенты, зависящие от класса точности, группы сложности, массы, марки материала и объема производства заготовок, выбираются по таблицам.
коэффициенты, зависящие от класса точности, группы сложности, массы, марки материала и объема производства заготовок, выбираются по таблицам.
Q=280 кг
Сi=16785 р/тонна - базовая стоимость 1 т заготовок.
Кс=0,77
Кв=1,14