Курсовая работа: Разработка участка по получению магнитопласта на основе полиамида-6 методом литья под давлением
Бункер является приёмным устройством для перерабатываемого материала. Ёмкость бункера – 20 кг. Количество материала в бункере контролируется визуально через смотровое окно.
Мундштуки . Машина укомплектована двумя мундштуками, один из которых самозапирающийся, предназначен для впрыска жидкотекучих пластмасс. Второй мундштук служит для впрыска в пресс-форму пластифицированных вязких пластмасс.
Механизм смыкания форм предназначен для создания усилия, необходимого для удержания формы в замкнутом состоянии в процессе литья и охлаждения.
Ограждение . Для предохранения рабочего вся опасная зона движения форм закрывается специальным ограждением. Ограждение состоит из двух щитков: рабочего и неподвижного. Рабочий щиток выполнен в виде дверцы, которая закрывает опасную зону литьевых форм во время работы автомата. Подвижная дверца состоит из жёсткого каркаса, внутрь которого вставлено оргстекло и перемещается по двум направляющим.
Ограждение сблокировано таким образом, что при его открытии прекращается перемещение подвижной плиты механизма смыкания. Одновременно с гидравлической блокировкой срабатывает электрический конечный выключатель, который отключает цепь управления.
Обогрев. Наружный обогрев материального цилиндра, а также сопла осуществляется электрическими хомутовыми плоскими элементами сопротивления. Цилиндр разделён на 3 зоны обогрева, расположенных от начала поступления материала к соплу. Каждая зона состоит из двух элементов мощностью по 500 вт. Элемент сопротивления состоит из полосы листового гибкого стекломиканита, на которую намотана лента нихрома. Полоса с нихромом и двумя стекломиканитовыми изолирующими прокладками помещается в металлический хомут из нержавеющей ленты.
Регулирование температуры зон осуществляется милливольтметрами с фотоэлектрическим устройством типа MPI-02.
При достижении заданной температуры стрелка прибора прерывает луч света, падающий от осветителя на фотосопротивление. Фотосопротивление связано с исполнительным реле, управляющим пускателем обогрева.
Регулирование температуры зон производится путём включения или отключения всего обогрева зоны.
Датчиками для милливольтметров являются хромель-копелевые термопары типа ТХК-539, укреплённые на цилиндре обогрева.
Узел гидрокоммуникации представляет собой установку гидроаппаратуры в станине и разводку труб, связывающих гидроаппаратуру с рабочими узлами.
Золотник блокировки предназначен для прекращения подачи масла в штоковую полость цилиндра смыкания при открытой двери ограждения [23].
5. Характеристика формующей оснастки. Холодноканальные формы
Этот тип форм наиболее распространен в литье под давлением. До 90% изделий, получаемых на ЛМ, приходится на холодноканальную технологию. Достоинства подобных литьевых форм: сравнительно невысокая стоимость, простота изготовления и обслуживания, сравнительно невысокая стоимость ремонтно-восстановительных операций и универсальность по виду перерабатываемых полимеров.
Принципиальное устройство холодноканальной формы показано на рис.7.
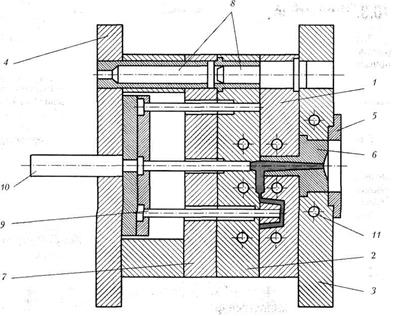
Рис. 7. Схема устройства холодноканальной литьевой формы
Формообразующими деталями являются матрица 1, пуансон 2 и литниковая втулка 6, выталкиватели 9 и 10. Все эти детали в той или иной мере соприкасаются с расплавленным полимером, участвуют в оформлении отливки и являются технологическими, то есть непосредственно участвующими в технологии процесса.
Конструктивные детали, то есть такие, которые обеспечивают взаимодействие элементов литьевой формы, ее прикрепление к ползуну и стойке узла смыкания, терморегулирование формы и др., - это центрующая шайба 5, плиты 3 и 4, пластина 7 и направляющие колонки 8 с втулками. В матрице и пуансоне выполнены цилиндрические каналы 11 для охлаждающей жидкости.
Вентиляционные каналы соединяют оформляющую полость с атмосферой. Они служат для удаления воздуха и летучих веществ из объема, заполненного расплавом. Максимальная глубина каналов определяется материалом изделия и составляет от 0,04 до 0,06 мм. Число каналов выбирается конструктивно. Нередко, особенно в случае тонкостенных изделий, газообразные вещества из формующей камеры удаляются через зазоры в сопрягаемых элементах формы.
При работе плита 3 прикрепляется болтами к передней стойке ЛМ и штифуется, а плита 4 таким же способом прикрепляется к ползуну. Поэтому матричная часть формы неподвижна, а пуансонная (2, 4, 7,9, 10) перемещается возвратно-поступательно, открывая (размыкая) и запирая (смыкая) форму. При отходе пуансона влево шток 10 упирается в неподвижную заднюю стойку ЛМ (рис.7), вследствие чего узел выталкивателя смещается относительно пуансона 2, его штоки 9 упираются в изделие и литник и выбрасывают их из формы.
6. Характеристика исходного сырья и готовой продукции
6.1. Характеристика исходного сырья
Сырьем для получения магнитопласта являются: ![]() -капролактам, вода, фосфорная кислота и сплав Nd-Fe-B.
-капролактам, вода, фосфорная кислота и сплав Nd-Fe-B.
Капролактам
Капролактам − ГОСТ 7850-86
![]()
![]()
![]() NH(CH2 )5 CO
NH(CH2 )5 CO
Свойства капролактама представлены в табл.3.
Таблица 3
|
К-во Просмотров: 502
Бесплатно скачать Курсовая работа: Разработка участка по получению магнитопласта на основе полиамида-6 методом литья под давлением
|