Курсовая работа: Регулирование давления в рабочем пространстве дуговой сталеплавильной печи ДСП-25Н5
Поэтому рассмотренная в данной курсовой работе локальная автоматизация дуговой печи на примере ДСП-25Н5 (дуговой сталеплавильной печи емкостью 25 тонн, производитель: город Новосибирск) ныне действующего завода ПФ ТОО “Кастинг” может иметь практическое применение, так как автоматизация позволяет повысить эффективность производства за счёт устранения ручного труда, качество выпускаемой продукции; позволяет рационально использовать оборудование и материалы, сократить численность рабочего персонала и облегчить условия труда. В то же время локальная система автоматизации повышает культуру производства, качество труда и эффективность использования оборудования.
1 Описание технологического процесса и технологического оборудования
Прежде чем разрабатывать систему автоматического управления или регулирования, необходимо ознакомиться с технологическими особенностями объекта управления.
Объектом регулированиямогут быть различные устройства для осуществления производственных процессов, энергетические и силовые установки, летательные аппараты и транспортные механизмы, специальные установки и устройства, в которых осуществляется регулирование определённых величин по заданным законам управления.
В данном курсовом проекте объектом управления является дуговая электросталеплавильная печь ![]() .
.![]()
Электросталеплавильные печи имеют преимущества по сравнению с другими плавильными агрегатами. В электропечах можно быстро нагревать, плавить и точно регулировать температуру металла, создавать окислительную, восстановительную, нейтральную атмосферу или вакуум. В этих печах можно выплавлять сталь и сплавы любого состава, более полно раскислять металл с образованием минимального количества неметаллических включений – продуктов раскисления. Поэтому электропечи используют для выплавки конструкционных сталей ответственного назначения, высоколегированных, инструментальных, коррозионностойких (нержавеющих) и других специальных сталей и сплавов. Инструментальная сталь – сталь, идущая на изготовление режущего, измерительного, штампового и другого инструмента. Легированная сталь – сталь, которая помимо обычных примесей (С, Mn, S, P), содержит и другие (легирующие) элементы (хром, никель, молибден, вольфрам, ванадий, титан и др.), либо кремний или марганец в повышенном против обычного количестве. При суммарном содержании легирующих элементов до 2% сталь считается низколегированной, от 2,5 – 10% – среднелегированной, более 10% – высоколегированной.
Электросталеплавильному способу принадлежит ведущая роль в производстве качественной и высоколегированной стали. Благодаря ряду принципиальных особенностей этот способ приспособлен для получения разнообразного по составу высококачественного металла с низким содержанием серы, фосфора, кислорода и других вредных и нежелательных примесей и высоким содержанием легирующих элементов, придающих стали особые свойства – хрома, никеля, марганца, кремния, молибдена, вольфрама, ванадия, титана, циркония и других элементов.
Дуговая печь – промышленная печь, в которой теплота электрической дуги используется для плавки металлов и других материалов. По способу нагрева дуговые печи делят на печи прямого действия (дуга горит между электродом и нагреваемым телом), печи косвенного действия (дуга горит между электродами) и печи с закрытой дугой (дуга горит под слоем твёрдой шихты). Наибольшее применение в промышленности (главным образом для выплавки стали) находят дуговые печи первого типа.
В этих печах в качестве источника теплоты используют электрическую дугу, возникающую между электродами и металлической шихтой. Дуговая электросталеплавильная печь (рисунок 1) питается трёхфазным переменным током и имеет 3 цилиндрических электрода 9, изготовленных из графитовой массы. Электрический ток от трансформатора гибкими кабелями 7 и медными шинами подводится к электрододержателям 8, а через них к электродам 9. Между электродами и металлической шихтой 3 возникает электрическая дуга, электроэнергия превращается в теплоту, которая передаётся металлу и шлаку излучением. Рабочее напряжение 180 – 600В, сила тока 1 -10кА. Во время работы печи длина дуги регулируется автоматически путём вертикального перемещения электродов. Печь имеет стальной сварной кожух 4. Кожух печи изнутри футерован теплоизоляционным и огнеупорным кирпичом 1, который может быть основным (магнезитовый, магнезитохромовый) или кислым (динасовый). Подина 12 печи набивается огнеупорной массой. Плавильное пространство ограничено стенками 5, подиной 12 и сводом 6, изготовляемым также из огнеупорного кирпича и имеющим отверстия для хода электродов. В стенках печи имеется рабочее окно 10, предназначенное для управления ходом плавки и летка для выпуска готовой стали по желобу 2 в ковш.
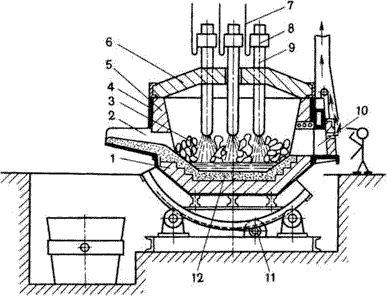
Рисунок 1 - Схема дуговой электрической плавильной печи.
Печь загружают при снятом своде. Механизмом 11 печь может наклоняться в сторону загрузочного окна и летки. Емкость дуговых электропечей 0,5-400 тонн. В нашем случае ёмкость печи составляет 25 тонн. Дуговые печи могут иметь основную или кислую футеровку. В металлургических цехах обычно используются дуговые электропечи с основной футеровкой, а в литейных цехах – с кислой.
Электрические печи с кислой футеровкойобычно используются в литейных цехах при выплавке стали для фасонного литья. Основным недостатком кислых печей является то, что во время плавки из металла не удаляются сера и фосфор.Поэтому в нашем случае используется печь с основной футеровкой, так как ПФ ТОО “Кастинг” не выплавляет сталь для фасонного литья, а выплавляет сталь для прокатного стана. Планируется ввести в эксплуатацию прокатный стан для производства строительной арматуры и мелкосортовой продукции. В дальнейшем планируется освоить производство проволоки и труб большого диаметра для нефтегазовой отрасли.
Рассматриваемая нами печь является основной дуговой печью. Плавку в ней проводят на углеродистой шихте (с окислением примесей). Такую технологию чаще всего применяют для производства конструкционных углеродистых сталей. Конструкционная сталь – сталь, предназначенная для изготовления деталей машин и механизмов. Плавку проводят за 2 периода: окислительный и восстановительный. Данная технология также носит название технология плавки на свежей шихте с окислением и применяется на печах малой и средней ёмкости ![]() при выплавке качественных легированных сталей. Плавка состоит из следующих периодов (этапов):
при выплавке качественных легированных сталей. Плавка состоит из следующих периодов (этапов):
1.заправка печи;
2.загрузка печи;
3.плавление;
4.окислительный период;
5.восстановительный период;
6.выпуск стали.
Заправка – исправление изношенных и повреждённых участков футеровки пода.
После заправки печи, удаления остатков металла и шлака предыдущей плавки, исправления повреждённых мест футеровки в печь загружают шихту: стальной лом (до 90 %), чушковый передельный чугун (до 10%),электродный бой или кокс для науглероживания металла и 2 – 3% извести. По окончании завалки шихты электроды опускают вниз и включают ток. Шихта под электродами плавится, металл накапливается на подине печи. Во время плавления шихты начинается окислительный период плавки: за счёт кислорода воздуха, окислов шихты и окалины окисляется углерод, железо, кремний, марганец, Вместе с окисью кальция, содержащейся в извести, окислы этих элементов образуют основный железистый шлак, способствующий удалению фосфора из металла.
После нагрева металла и шлака до 1500 – 1540o C в печь загружают руду и известь. Содержащийся в руде кислород интенсивно окисляет углерод и вызывает кипение ванны жидкого металла за счёт выделяющихся пузырьков окиси углерода. Шлак вспенивается (шлак металлургических расплавов – после затвердевания камневидное или стекловидное вещество, покрывающее при плавке поверхность жидкого металла), уровень его повышается. Для выпуска шлака печь наклоняется в сторону рабочего окна, и он стекает в шлаковую чашу. Кипение металла ускоряет нагрев ванны, удаление из металла газов, неметаллических включений, способствует удалению фосфора. Шлак удаляют, руду и известь добавляют 2 – 3 раза.В результате содержание фосфора в металле снижается до 0,01% и одновременно за счёт образования окиси углерода при кипении уменьшается содержание углерода. Когда содержание углерода становится меньше заданного на 0,1%, кипение прекращают и полностью удаляют из печи шлак. Этим заканчивается окислительный период плавки.
Восстановительный период плавкивключает раскисление металла, удаление серы и доведение химического состава до заданного. После удаления окислительного шлака в печь подают ферромарганец в количестве, обеспечивающем заданное содержание марганца в стали, а также производят науглероживание,если выплавляют высокоуглеродистые стали ( до 1,5%).
Затем в печь загружают флюс, состоящий из извести, плавикового шпата и шамотного боя.Флюс – материал, вводимый в плавильные печи или ковши для образования жидких шлаков, очищающих металл от нежелательных примесей.После расплавления флюсов и образования шлака в печь вводят раскислительную смесь, состоящую из извести, плавикового шпата, молотого кокса и ферросилиция.Молотый кокс и ферросилиций вводят в порошкообразном виде. Они очень медленно проникают через слой шлака. В шлаке восстанавливается закись железа
 (1)
(1)
При этом содержание закиси железа в шлаке снижается, и она из металла согласно закону распределения начинает переходить в шлак. Этот процесс называют диффузионным раскислением стали.Раскислительную смесь вводят в печь несколько раз. По мере раскисления и понижения содержания FeO цвет шлака изменяется, и он становится почти белым. Раскисление под белым шлаком длится 30 – 60 минут.
Во время восстановительного периода сера удаляется из металла, что объясняется высоким (до 55 – 60%) содержанием CaO в металле и низким (менее 0,5%) содержанием FeO. Это способствует интенсивному удалению серы из металла.
По ходу восстановительного процесса берутся пробы для определения химического состава металла. При необходимости в печь вводят ферросплавы для достижения заданного химического состава стали. Когда достигнуты заданные состав металла и температура, выполняют конечное раскисление сталиалюминием и силикокальцием. После этого следует выпуск металла из печи в ковш.