Курсовая работа: Ремонт кузовов и кабин
Технологический процесс ремонта кузовов и кабин в сборе включаетразборку, полное или частичное снятие старой краски, дефектовку, ремонт составных частей или их замену, сборку, окраску и контроль качества.
Разборку кузовов и кабин выполняют в два этапа. Это демонтаж всех деталей и сборочных единиц, установленных с внутренней и наружной сторон кузовов и кабин, с последующей разборкой корпуса для ремонта после удаления старого лакокрасочного покрытия и выявления всех его дефектов. Так как в большинстве случаев цельнометаллические корпуса кузовов и кабин являются неразъемными (соединены сваркой), то полную разборку корпуса на панели и детали не производят. Ее выполняют только до такой степени, чтобы имелась возможность произвести дефектацию и при необходимости заменить или отремонтировать элементы корпуса, образующие каркас.
В зависимости от экономической целесообразности ремонта кузовов и кабин применяют различные способы устранения имеющихся на их поверхностях дефектов.
Наибольшую трудоемкость и стоимость ремонта кузовов и кабин составляют работы по устранению дефектов на их цельнометаллических сварных корпусах. Ремонт корпуса кузова, имеющего различные дефекты, предусматривает правку панелей, удаление поврежденных участков корпусов, устранение трещин и разрывов, крепление ДРД на места удаленных панелей, проковку и зачистку старых швов, окончательную правку и рихтовку поверхностей.
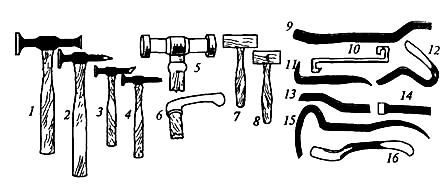 Неровности в панелях выравнивают напылением порошковых пластмасс или эпоксидными композициями. Для выравнивания вмятин в труднодоступных местах применяют Инструмент различной формы (рис.2). В отверстие внутренней панели вставляют отогнутый конец оправки и ударами молотка по ее рукоятке выравнивают помятую поверхность. Для устранения неглубоких пологих вмятин в ней сверлят отверстие диаметром 6 мм, в которое вставляют стержень с изогнутым концом и вытягивают вогнутую часть панели до нормального ее положения. Затем отверстие заделывают припоем или эпоксидной композицией.
Неровности в панелях выравнивают напылением порошковых пластмасс или эпоксидными композициями. Для выравнивания вмятин в труднодоступных местах применяют Инструмент различной формы (рис.2). В отверстие внутренней панели вставляют отогнутый конец оправки и ударами молотка по ее рукоятке выравнивают помятую поверхность. Для устранения неглубоких пологих вмятин в ней сверлят отверстие диаметром 6 мм, в которое вставляют стержень с изогнутым концом и вытягивают вогнутую часть панели до нормального ее положения. Затем отверстие заделывают припоем или эпоксидной композицией.
Рис. 2. Набор инструментов для удаления вмятин:
1...6 — молотки;
7 и 8 — киянки;
9...16 — оправки (ложки).
Правка панелей с аварийными повреждениями предусматривает работы по вытягиванию, выравниванию, выдавливанию и выколачиванию деформированных частей кузова или кабины для придания им первоначальной формы и размеров. При выполнении этих операций необходимо, чтобы растягивающее усилие было приложено под тем же углом, под которым была приложена сила, вызвавшая повреждение. Чтобы растяжение было регулируемым, напротив точки приложения растягивающей силы должна быть приложена противодействующая сила. При выполнении этих работ необходим контроль над процессом растяжения, а также за возможными попутными деформациями, вызванными растягивающим усилием.
Правку аварийных кузовов и кабин выполняют на стендах (рис. 3) с использованием комплекта приспособлений (рис. 4). Усилия растяжения и сжатия создают рабочими цилиндрами 1, 3 (рис. 3), в которые жидкость поступает от насоса. Для правки кузов 4 устанавливают на подставки 6, которые закреплены на фундаментной раме 2. На подставки опираются силовые поперечные трубы, которые губками зажимов закрепляют за ребра жесткости порогов кузова. Крепление последнего к раме выполняют расчалочными приспособлениями 5. Предварительной правкой устраняют глубокие вмятины (рис. 4, б), изгибы (рис. 4, в) и перекосы (рис. 4, г ). Так как в процессе правки могут образоваться трещины или разрывы, которые в дальнейшем необходимо устранить, правку проводят перед сварочными работами.
Удаление поврежденных участков кузовов и кабин выполняют газовой резкой, электрифицированным фрезерным инструментом или пневматическим резцом. Преимущества пневматического резца – это высокая производительность труда (0,08…0,1 м/с) по сравнению с газовой резкой (0,02м/с) и лучшее качество кромок в местах вырезки. Дефектные участки размечают с помощью шаблонов и мела, а затем удаляют. При удалении дефектных участков кузова или кабины необходимо предохранять корпус от искажений геометрии из-за ослабления его жесткости и под действием собственной массы.
Трещины и разрывы в корпусе кузовов и кабин устраняют полуавтоматической дуговой сваркой в среде углекислого газа или газовой сваркой. При ремонте отдают предпочтение сварке в среде углекислого газа, так как производительность этого процесса и качество сварного шва выше. Сварку осуществляют полуавтоматами, питающимися от источников постоянного тока обратной полярности силой 40А и напряжении 30В, используя для этого электродную проволоку Св-08ГС или Св-08Г2С диаметром 0,7мм. Для ограничения распространения трещины в процессе сварки ее концы необходимо засверлить сверлом диаметром 8 мм.
Газовой сваркой устраняют трещины и разрывы в панелях, изготовленных из листовой стали толщиной 0,5...2,5мм, горелками ВСМ-53 или ГС-53 с наконечниками № 1 (для листов толщиной в 5...1,5мм) и № 2 (для листов 1,0...2,5мм). Для этого используют проволоку Св-08 или Св-15 диаметром (0,5h + 1) мм, где h — толщина свариваемого металла. Чтобы деталь при нагреве не потеряла ивою форму, вначале производят сварку в отдельных точках с интервалом 10...30мм, а затем по мере необходимости отдельные участки проваривают сплошным швом от концов трещины к середине.

Рис.3.Стенд для правки кузова легкового автомобиля:
1,3 — рабочие цилиндры;
2 — рама; 4 — кузов;
5 — расчалочное приспособление;
6 — подставка.
Изготовление дополнительной ремонтной детали начинают с правки стального листа, его раскроя и резки заготовок по разметке. После его деталь загибают или формуют на специальном оборудовании, готовые детали обрезают, сверлят, правят и зачищают. Материалом для изготовления ремонтной детали является тонколистовая холоднокатаная малоуглеродистая сталь толщиной 0,7...1,5мм.
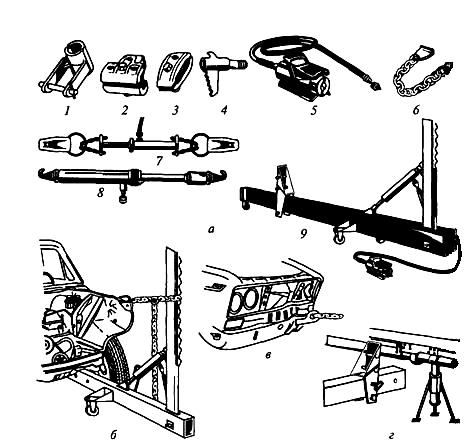
Рис. 4. Приспособления для выполнения правки деформированного участка кузова:
а - комплект приспособления для устранения перекосов и перегибов; б , в иг - использование приспособлений при правке; 1 - оправка для вытягивания вогнутых деталей; 2 и 3 - самозакрепляющиеся гидравлические зажимы; 4 - оправка с зубцами для захвата выпрямляемой панели; 5 - насос; 6 - двойной захват; 7 - натяжной цилиндр с вытягивающим устройством; 8 - натяжной цилиндр с захватами; 9 - правильное устройство.
Проковка и зачистка сварных швов необходима для упрочнения места сварки и придания ему требуемого профиля. Ее выполняют пневматическим молотком при помощи комплекта поддержек и бойков. После проковки места сварки зачищают абразивным кругом, установленным в пневматических или электрических переносных машинках.
Окончательная правка и рихтовка панелей кузовов и кабин предназначена для обеспечения точности сборки и удаления мелких вмятин и выпучин, оставшихся на поверхностях. Рихтовку выполняют пневматическим рихтовальным устройством или вручную. Устраняют повреждения сваркой.
Ремонт оборудования и механизмов кузова и кабин
К арматуре кузовов и кабин относятся стеклоподъемники, замки, ограничители дверей, петли дверей, капота и т.п.
Стеклоподъемники могут иметь следующие дефекты: трещины и обломы деталей; перекос и деформацию обойм, рамок и направляющих; ослабление заклепочных соединений; повреждение резиновых уплотнителей; коррозию деталей. Стеклоподъемники и механизмы крепления стекол подвергаются разборке, мойке, дефектации, ремонту и сборке. При дефектации выбраковываются: детали с обломами; пружины, потерявшие упругость; обоймы с изношенными стеклами, не поддающимися обжатию; заклепки, не поддающиеся подтяжке; поврежденные резиновые уплотнители и другие детали с износами на поверхностях, влияющими на нормальную работу механизма. Трещины на деталях устраняют заваркой с последующей зачисткой сварочных швов, погнутость деталей — правкой в холодном состоянии.
Замки дверей могут иметь следующие дефекты: трещины и обломы, повреждения резьбовых отверстий, коррозию на поверхностях детали, ослабление пружин и заклепок крепления деталей, износы поверхностей деталей. Ремонт замков заключается в их разборке, промывке в керосине, дефектации, восстановлении поврежденных деталей, сборке и регулировки. Выбраковке подлежат детали, у которых наблюдаются глубокие следы коррозии, изношенные поверхности и обломы, пружины, потерявшие упругость. Трещины в корпусе замка заваривают. Обломанные винты в резьбовых отверстиях удаляют. Поврежденную резьбу в отверстии заваривают, зачищают место сварки заподлицо с основным металлом, сверлят отверстие и нарезают резьбу в соответствии с размером на рабочем чертеже. Незначительные налеты коррозии на поверхностях деталей очищают шабером или шлифовальной бумагой и смывают керосином.
Петли дверей могут иметь дефекты: трещины и обломы, износ отверстий и осей, погнутость. Изношенные оси петель двери заменяют новыми. Трещины и износ отверстий устраняют заваркой с последующей механической обработкой. Изношенные отверстия под ось петли развертывают под ремонтный размер, а погнутость петли устраняют правкой.
Ремонт неметаллических деталей кузовов.
При производстве автомобилей широко применяются неметаллические материалы: дерево, пластмассы, синтетические кожи стекло, резина и др. Большинство деталей из этих материалов при ремонте восстановлению не подлежат, а заменяются новыми, изготовленными на ремонтном предприятии или заводе-изготовителе.
Деревянные детали платформы и кузова изготавливают из пиломатериалов хвойных пород (сосна, ель), имеющих влажность не выше 18 %. Основными дефектами являются поломки, трещины, отколы, износ отверстий. Детали, имеющие разрушенные шипы или гнезда под шипы, заменяют новыми. Деревянные детали платформы кузова ремонтируют наращиванием их по длине или заменой негодных досок. Доски или бруски разрезают на заготовки определенных размеров, строгают со всех сторон, торцуют концы, нарезают проушины, пазы, сверлят отверстия и т. п. Для склеивания деревянных деталей применяют фенолформальдегидные клеи типа ВИАМБ-3 и казеиновый. Последовательность выполнения работ: поверхность, предназначенную для склеивания, обрабатывают так, чтобы детали плотно прилегали друг к другу и обеспечивали получение равномерной по толщине клеевой пленки; клей наносят кистью на склеиваемые поверхности (время выдержки на воздухе для клея ВИАМБ-3 составляет 4...15 мин); сборка выдержка деталей под давлением 0,2...0,3 МПа при температуре 16...20°С в течение 5 ч; отверстия из-под выпавших сучков, болтов, шурупов заделывают деревянными цилиндрическими вставками из той же породы дерева, что и ремонтируемая деталь на клею, а трещины заполняют мастиками, шпаклевкой по дереву, смоляным клеем или же постановкой на клею деревянных вставок, плотно подогнанных по месту разделанной трещины.