Курсовая работа: Шліфування матеріалів
Для з'єднання зерен в одне ціле застосовують зв'язуючі (цементуючі) речовини, так звані зв'язки. Від зв'язок залежить міцність утримання зерна в крузі і міцність самого круга, при обертанні якого виникають великі відцентрові сили. Зв'язки діляться на органічні і неорганічні. До органічних зв'язок відносяться вулканітова (В), бакелітова (Б) і глифталева (ГФ).
Твердість абразивного інструменту. Під твердістю абразивного інструменту мається на увазі здатність зв'язки утримувати зерно в інструменті при дії на нього зовнішніх сил. Чим легше викришується зерно з інструменту, тим м'якший інструмент, і навпаки. Твердість - важлива характеристика абразивного інструменту, від якої багато в чому залежать продуктивність і якість обробленої поверхні. Дуже твердий круг сприятиме виникненню припікання на обробленій поверхні або вимагатиме частої правки, оскільки зерна які затупилися не викришується з твердої зв'язки. Робота затупленими зернами приводить до більшої витрати потужності, до більшого тертя і тепловиділення, що може викликати не тільки припікання обробленої поверхні, але і викривлення деталі. Дуже м'який круг обсипатиметься, тобто швидко змінюватиме свою форму і розміри. Тому для кожного конкретного випадку обробки потрібен інструмент певної твердості.
Структура абразивного інструменту. Окрім матеріалу зерна, зернистості, твердості і зв'язки, абразивний інструмент визначає ще і структура. Структура характеризує будову абразивного інструменту залежно від кількісного співвідношення між зернами, зв'язкою і порами в одиниці об'єму.
Абразивний інструмент має 13 основних номерів структур (0-12), які діляться на три групи: щільні (0-3), середньо щільні (4-6) і відкриті (7-12). Номер структури визначає проміжки (відстань) між зернами: чим більше номер, тим більший проміжок. Правильний вибір структури абразивного інструменту сприятиме меншому заповненню порів стружкою, а отже, і підвищенню продуктивності. При підвищенні номера структури зменшуються припікання обробленій поверхні.
Маркіровка абразивного інструменту. Для конкретних умов обробки потрібен абразивний інструмент з певними фізико - механічними даними. У зв'язку з цим його маркірують з вказанням повної характеристики (абразивний матеріал, зернистість, твердість, зв'язка, структура, форма, розмір і максимальна окружна швидкість). Наприклад, маркування Э950СМ1К5 ПП150Х50Х65 30-35 м/с - означає, що шліфувальний круг із білого електрокорунду 9, зернистістю 50, средньомягкий 1, на керамічній зв’язці, структура № 5; форма плоска прямого профілю, із зовнішнім діаметром 150, шириною (висотою) 50, діаметром отвору 65 мм; окружна швидкість не більше 30-35 м/с.
Форма абразивного інструменту.
Шліфувальні круги. Основні форми шліфувальних кругів представлені на мал. 2. По ГОСТ 2424-67 передбачено 22 профілі шліфувальних кругів діаметром 3-1100 мм, заввишки 0,18-250 мм, з діаметром отворів 1-305 мм.
Плоскі круги прямого профілю ПП застосовують для круглого зовнішнього, внутрішнього і без центрового шліфування, для плоского шліфування периферією круга і для заточування інструменту. В останньому випадку як робоча поверхня використовують як поверхні торців, так і циліндрову.
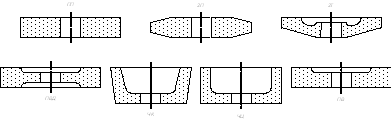
Мал. 2. Основні форми шліфувальних кругів
Плоскі круги з двостороннім конічним профілем 2П застосовують для шліфування зубів шестерень і шліфування різьб. Плоскі круги з виточкою ПВ і з двосторонньою виточкою ПВД характерні тим, що у виточках поміщаються затискні фланці, які дозволяють вільніше підвести круг до оброблюваної заготовки і сумістити кругле шліфування з підрізуванням торця. Круги форм ПВД застосовують також при без центровому шліфуванні (для провідних кругів). Циліндрові круги-чашки ЧЦ застосовують для заточування інструментів і для плоского шліфування торцем, маючи надійне (фланцеве) кріплення до шпинделя верстата. Конічні круги-чашки ЧК застосовують для заточування ріжучого інструменту і плоского шліфування. Круги-тарілки 2Т мають дві конічні поверхні (під кутом а = 25° і b = 5°), що полегшує правку круга по конічній поверхні, яка при заточуванні гвинтових поверхонь ріжучого інструменту є робочою поверхнею.
Абразивні інструменти (у тому числі і шліфувальні круги) виготовляють по класах А або Б.
Алмазні круги форми АПП мають алмазоносне кільце (товщиною 1-5 мм), закріплене на корпусі з дюралюмінію або сталі. Концентрація алмазних зерен в одиниці об'єму алмазоносного шару 50, 75, 100 і 150% (за 100%-ную концентрацію умовно прийнято зміст 0,878 мг алмазного прошка в 1 мм3 алмазоносного шару). Плоскі алмазні круги прямого профілю малих розмірів (діаметром до 13 мм) робляться цільними, без металевого корпусу.
Шліфпорошки з синтетичних алмазів, що використовуються для кругів і іншого виду алмазного інструменту, випускаються п’яти марок: АСО, АСР, АСВ, АСЬК і АСС. У міру переходу від марки АСО до марки АСС міцність шліфпорошків на стиснення підвищується; наприклад, для зернистості 160/125 міцність зерен алмазів, вказаних по порядку марок, виражається як 1 :2; 14 : 2; 96 : 5; 35: 10.
Шліфпорошки з природних алмазів випускають однієї марки - А. Алмазні мікропорошки з синтетичних алмазів випускають двох марок - АСМ і АСН, а з природних алмазів - мазкий АМ і АН.
Разом з кругами плоского прямого профілю алмазні круги роблять чашковими, тарілчатими, спеціальними (профільними); по ГОСТ 16167-70 - 16181-70 випускається 14 форм алмазних кругів різних розмірів. При позначенні форми алмазних кругів попереду ставиться буква А (наприклад, АПП, АПВ, АЧК).
Ельборові круги з ріжучим зерном з эльбора (Л) роблять подібно алмазним кругам, у вигляді ельборового шару, закріпленого на металевому корпусі. Концентрація эльборовых зерен в шарі 100, 125 і 150%. В порівнянні із стандартним абразивним і алмазним інструментом інструмент з эльбора має більш високі ріжучі властивості і стійкість, майже не має засолі в процесі шліфування і працює з меншим тепловиділенням. Все це робить эльбор одним з найперспективніших абразивних матеріалів.
Шліфувальні головки. Випускаються семи форм. Вони застосовуються для внутрішнього шліфування і для зачистки заготовок, коли не можуть бути застосовані шліфувальні круги. Головки приклеюються до спеціальних шпильок діаметр головки 3-40 мм.
Шліфувальні сегменти. Передбачені сегменти десяти різних форм, довжина сегментів 60-300 мм. Сегменти застосовують для плоского шліфування; шліфувальний круг в цьому випадку складається з декількох сегментів, закріплених в головці або в патроні. До достоїнств сегментних кругів відноситься те, що при пошкодженні якого-небудь сегменту не треба викидати весь круг, оскільки пошкоджений сегмент легко замінюється новим. Простір між сегментами полегшує підведення змащувально-охолоджуючих рідин до місця різання, відведення стружки і відпрацьованих частинок круга.
Шліфувальні бруски. Шліфувальні бруски застосовують для ручних слюсарних робіт, а також для (обробних операцій); в останніх випадках використовують бруски квадратні БК, плоскі БП і спеціальні плоскі хонінгувальні БХ, які закріплюють в спеціальних головках.
Шліфувальні шкірки. Шкірки складаються з основи (паперу, бавовняної тканини), на яку наклеєні абразивні зерна, і застосовуються для ручної і машинної зачистки і обробки різних деталей. Для шкірок, що працюють без водного охолоджування, застосовують мездровий клей; для роботи з водяним охолодженням шкірку (водостійку) виготовляють на спеціальних лаках і смолах. Шкірки роблять у вигляді листів і стрічок.
Окрім розглянутих основних форм абразивного інструменту, абразивні зерна використовують для шліфувальних дисків на фібровій основі, для нескінченних стрічок (на тканинній основі), для абразивних паст (коли зерна зв'язуються маслами, воском, тваринними жирами, стеарином і ін.). Пасти застосовують для доведення (притирання) ріжучого інструменту і окремих деталей машин.
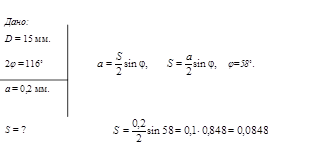
2. Визначити, з якою подачею висвердлювався отвір діаметром 15мм, якщо при цьому використовувалось свердло з нормальною заточкою і кутом 2φ = 116˚, а товщина зрізу складала 0,2мм.
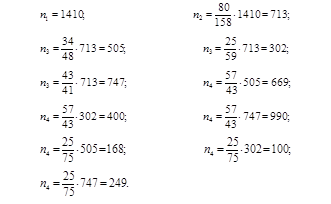
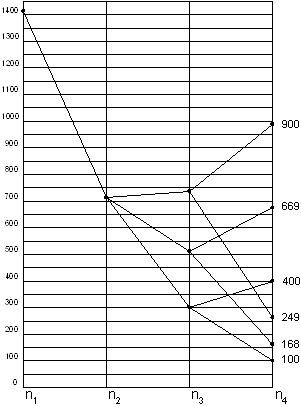
3. За приведеними німими кінематичними схемами головного руху металорізальних верстатів згідно свого варіанту показати способи закріплення на валах елементів приводу (шківи, шестерні, муфти...) та визначити:
а) групу верстата; шоста група, фрезерний
б) можливе число ступенів частоти шпинделя;