Курсовая работа: Станки высокоскоростной обработки
Следующий фактор – режущий и вспомогательный инструмент. Ведущие инструментальные фирмы предлагают сегодня широкую гамму фрез для ВСО с подробными рекомендациями по областям их применения и режимам резания. Разрабатываются новые мелкодисперстные сплавы способные надежно работать на высоких скоростях. Более важно обратить внимание на системы вспомогательного инструмента, которые обеспечивают крепление фрез. В связи со снижением сил резания в процессе ВСО на первый план выходят другие факторы – величина биения фрезы, вибрации, инерционные нагрузки и силы, возникающие при этом становятся соизмеримыми с силами резания. Биение инструмента сильно влияет на износ. Это подтверждают данные экспериментов из графика на зависимости износа от биения инструмента, где видна практически линейная зависимость износа от биения при высоких скоростях резания. Таким образом, ВСО требует особого внимания к балансировке инструмента. Для этого могут использоваться специальные патроны с возможностью балансировки или балансированные оправки для термозажима. Специально для высокоскоростной обработки спроектированы конусы HSK, которые обеспечивают более высокую жесткость зажима.
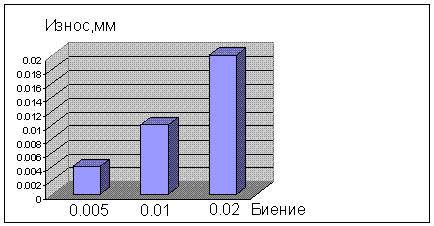
Рис.6 Влияние биения на износ инструмента
Для справки максимальное число оборотов шпинделя для разных конусов:
HSK A 100 = 12000 об/мин ISO 30 = 45000 об/мин
HSK A 63 = 25000 об/мин ISO 40 = 30000 об/мин
HSK A 50 = 35000 об/мин ISO 50 = 15000 об/мин
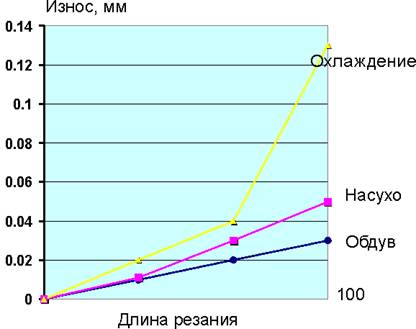
Рис. 7 Износ инструмента в различных условиях
Интересный эффект увеличения стойкости инструмента при ВСО наблюдается при сравнении способов охлаждения. Как показывает график, наибольшая стойкость наблюдается при использовании обдува. Так как тепло концентрируется в стружке, ее надо просто быстро удалить из зоны резания. Низкая стойкость инструмента при охлаждении объясняют главным образом выкрашиванием, вследствие циклических термических нагрузок на режущую кромку инструмента. Постоянная тепловая нагрузка, даже на относительно высоких температурах лучше, чем меняющаяся циклическая нагрузка. Все что мы перечислили выше, относится к технической стороне ВСО.
8.5 Малый припуск
Первое правило ВСО – малые сечения среза снимаемые с большой скоростью. Мы уже упоминали, что это основа высокоскоростной обработки и реализуется простым заданием малых шагов между проходами, кроме случаев врезания, когда идет проход полной шириной фрезы. Такие случаи надо исключать и достигается это использованием трохоидальной обработки, когда фреза движется в процессе врезания по окружности, в конечном счете, осуществляя врезание. Идеально, когда САМ система сама строит трохоиду в местах, где надо осуществить врезание.
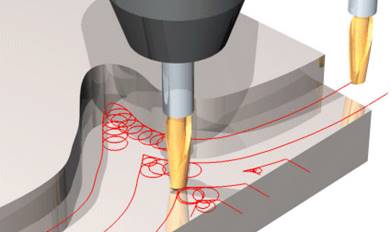
Рис. 8 Трохоидальной обработка
Такая стратегия используется и при формировании пазов, которые ранее обрабатывались одним ходом фрезы того же диаметра, что ширина паза. Короткие прикрепленные клипы хорошо иллюстрируют эту технологию.
Рис. 9 Обработка пазов
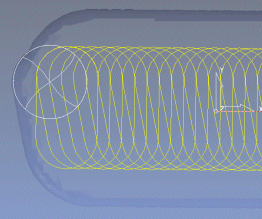
Рис. 10 Обработка больших, не диаметральных пазов
Когда ВСО используется для обработки сразу из закаленной заготовки и деталь имеет отверстия, их обработка сверлением представляет собой определенную проблему, вследствие низкой стойкости сверл. В этом случае эффективным способом может быть спиральная расфрезеровка отверстий. Причем, как показывает практика этот метод, как по производительности, так и по стойкости инструмента превосходит сверление.
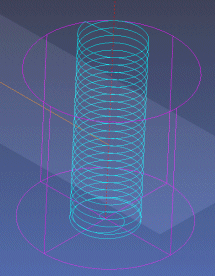
Рис. 11 Спиральная обработка отверстий
Как результат выполнения этого правила нужно быть готовым, что объем программ для ВСО значительно превосходит объемы традиционных программ силового резания и, как было отмечено выше, системы ЧПУ должны иметь возможность быстро обрабатывать программы составляющие десятки мегабайт. Большие объемы программ требую соответственно больших затрат времени на расчет траектории и здесь на первый план выходит скорость расчета которую обеспечит САМ система. При разработке своей системы PowerMILL фирма Delcam уделяла этому особое внимание и на сегодняшний день она явный лидер по времени расчета и пересчета программ.
8.6 Борьба с углами
Второе правило ВСО – гл