Курсовая работа: Сварка полуавтоматом в среде СО2
Производим прихватки на размер 500 мм, от краев на расстояние 20 мм, длина прихваток (Lпр.) равна 10 мм расстояние между прихватками (Lт.пр.) примерно 35 мм, количество прихваток 9 шт. Проверяем углы на 90о и размер узла.

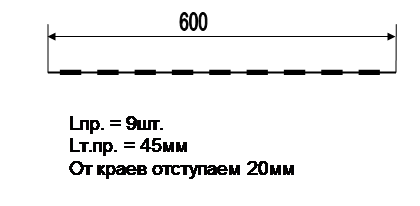
Сборку 2 узла производим аналогичную сборку на размер 500 мм, как у 2 узла на размер, от краев отступаем по 20 мм, длина прихваток 10 мм расстояние между прихватками 45 мм, количество прихваток 9 шт.
Сборку 3 узла производим аналогично размером стенки 500 мм как 1 узел размером стенки 600 мм как 2 узел.
Сборку 4 узел (готовое изделие) производится аналогично размер стенки 500 мм как у 1 узла, и 2-х стенок размерами 600 мм 2 узла.
Контроль всех узлов осуществляем следующие образом: проверяем размер, проверяем узлы на 90о , сверяем диагонали. После контроле сборки можно приступать к сварке.
1.9 Технология сварки и контроль
К основным факторам (параметрам) режимов сварки в защитных газах относится: диаметр электродной проволоки; марка проволоки; сила сварочного тока; напряжение дуги; скорость подачи электродной проволоки; скорость сварки; вылет электрода; расход защитного газа; наклон электрода вдоль оси шва; род тока и полярность. Кратко рассмотрим влияние отдельных факторов (параметров) режима на форму и размеры шва, а также его качество.
Диаметр электродной проволоки выбирают в пределах 0,5 – 3 мм в зависимости от толщины свариваемого металла и положения шва в пространстве. С уменьшением диаметра проволоки при прочих равных условиях повышается устойчивость горение дуги, увеличивается глубина провара и коэффициент наплавки, умещается разбрызгивание жидкого металла. С увеличением диаметра проволоки должна быть увеличена сила сварочного тока.
Марка электродной проволоки. Углекислый газ является окислителем. При сварке в его среде происходит окисление железа и примесей, находящихся в стали. Для восстановления их сварка должна производится специальными электродными проволоками, в состав которых входят раскислители. Длясварки низкоуглеродистых и низколегированных сталей такими проволоками являются Св – 08ГС, Св – 08Г2С, Св –12ГС, Св – ХГ2С и другие (ГОСТ 2246 – 70) с повышенным содержанием марганца и кремния.
В среде инертных защитных газов обычно сваривают легированные и высоколегированные стали. В этом случае электродные проволоки выбирается примерно того же состава, что и свариваемый металл. Так, при сварке в аргоне хромоникелевой стали 12Х18Н9Т применяют электродную проволоку Св – 06Х19Н9Т. при неправильном выборе марки электродной проволоки возможно образование пор в шве.
Сила сварочного тока. С увеличением силы сварочного тока повышается глубина провара, что приводит к увеличению доли основного металла в шве. Ширина шва сначала несколько увеличивается, а затем уменьшается. Силу сварочного тока устанавливают в зависимости от выбранного диаметра электрода.
Напряжение дуги. С увеличением напряжение дуги глубина провара уменьшается, а ширина шва увеличивается. Чрезмерное увеличение напряжение дуги сопровождается повышенным разбрызгиванием жидкого металла, ухудшением газовой защиты и образованием пор в наплавленном металле. Напряжение дуги устанавливается в зависимости от выбранной силы сварочного тока.
Скорость подачи электродной проволоки связана с силой сварочного тока. Ее устанавливают с таким расчетом, чтобы в процессе сварки не происходило коротких замыканий и обрывов дуги, а протекал устойчивости от выбранной силы сварочного тока.
Скорость сварки. С увеличением скорости сварки уменьшается все
геометрические размеры шва. Она устанавливается в зависимости от толщины свариваемого металла и с учетом обеспечения хорошего формирования шва. Сварку металла большой толщины лучше выполнять более узкими валиками на большей скорости. При слишком большой скорости сварки конец электрода может выйти из зоны защиты и окислиться на воздухе. Медленная скорость сварки вызывает чрезмерное увеличение сварочной ванны и повышает вероятность образования пор в металле шва.
Вылет электрода. С увеличением вылета электрода ухудшается устойчивость горения дуги и формирование шва, а также увеличивается разбрызгивание жидкого металла. Очень малый вылет затрудняет наблюдение за процессом сварки, вызывает частое подгорание газового сопла горелка до поверхности металла, так как с увеличением этого расстояния ухудшается газовая защита зону сварки и возможно попадание кислорода и азота воздуха в расплавленный металл, что приводит к образованию газовой пор. Величину вылета электрода, а также расстояние от сопла горелки до поверхности металла устанавливают в зависимости от выбранного диаметра электродной проволоки
Расход защитного газа определяют в основном в зависимости от выбранного диаметра электродной проволоки, но на него оказывают также влияние скорость сварки, конфигурация изделия и наличие движения воздуха, т.е. сквозняков в цехе, ветра и др. Для улучшения газовой защиты в этих случаях приходится увеличивать расход защитного газа, уменьшать скорость сварки, приближать сопло к поверхности металла или пользоваться защитными щитами.
Наклон электрода вдоль шва оказывает большое влияние на глубину провара и качество шва. При сварке углом вперед труднее вести наблюдение заформированием шва, но лучше видны свариваемые кромки и легче направлять электрод точно по зазору между ними. Ширина шва при этом возрастает, а глубина провара уменьшается.
Сварку углом вперед рекомендуется применять при небольших толщинах
металла, когда существует опасность сквозных прожогов. При сварке углом назад улучшается видимость зоны сварки, повышается глубина провара и наплавленный металл повышается глубина провара и наплавленный металл получается более плотным.
| Диаметр электродной проволоки, мм | 0,5 – 0,8 | 1 – 1,4 | 1,6 – 2 | 2,5 – 3 |
| Вылет электрода, мм | 7 – 10 | 8 – 15 | 15 – 25 | 18 – 20 |
| Расстояние от сопла горения до поверхности свариваемого металла, мм |
7 – 10 |
8 – 14 |
15 – 20 |
18 – 22 |
| Расход углекислого газа, дм3 / мин |
5 – 8 |
8 – 16 |
15 – 20 |
К-во Просмотров: 484
Бесплатно скачать Курсовая работа: Сварка полуавтоматом в среде СО2
|