Курсовая работа: Техническая эксплуатация и ремонт двигателей постоянного тока
0,23…0,46
0,26…0,58
0,3…0,6
0,34…0,68
0,38…0,76
После снятия полумуфты замеряют зазоры в подшипниках, нормы на которые приведены в табл. 7.1. Отклонение от среднего значения зазора не должно превышать + 10 %.
При наличии над двигателем крана или монорельса выемку и ввод ротора в статор удобней всего выполнять при помощи скобы (рис. 7 2). Скоба 2 ступицей 4 надевается на конец вала ротора и стропится на крюк подъемного устройства. Затем ротор выводят из статора и укладывают в удобном для ремонта месте.
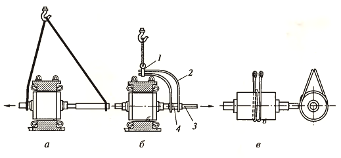
Рис. 7.2. Вывод ротора двигателя из статора:
а – с помощью удлинителя; б – с помощью скобы и подъемного механизма; в – вид сбоку; 1 – передвижная серьга; 2 – скоба; 3 – хвостовик; 4 – ступица скобы.
При отсутствии крана или монорельса выемку и ввод ротора в статор выполняют при помощи переносной балки (рис. 7.3), закрепляемой на корпус двигателя при помощи прижима (рис. 7.4). Балка укладывается на опорные скобы 1, укрепленные над рымами двигателя. Затем устанавливаются прижимные скобы 2 и через отверстия в опорных, прижимных скобах и рымах пропускаются штифты 3. Ввертыванием винтов 4, упирающихся в балку, прижимные скобы вместе со штифтами приподнимают кверху до тех
пор, пока штифты не упрутся в верхнюю часть рымов, а балка и опорные скобы не прижмутся к статору. Выемка ротора производится с помощью двух катков с тальрепами.
При осмотре активной стали статора следует убедиться в плотности прессовки ее, как это показано для генераторов (см.подразд. 6.3), и проверить прочность крепления распорок в каналах. При слабой прессовке возникает вибрация листов, которая приводит к разрушению межлистовой изоляции стали и затем к местному нагреву ее и обмотки (рис. 7.5). Вибрирующими листами стали зубцов истирается изоляция обмотки статора 2. Наконец, листы зубцов 4 от длительной вибрации могут обломиться у основания и при выпадании задеть ротор 1, врезаться в пазовую изоляцию обмотки статора до меди 3.
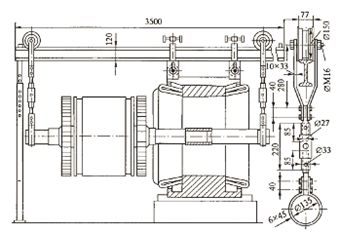
Рис. 7.3. Балка для выемки ротора
Уплотнение листов стали производится закладкой листочков слюды с лаком или забивкой гетинаксовых клиньев. При осмотре лобовых частей обмотки статора следует проверить их крепление, а также состояние изоляции в местах выхода секции из пазов, межкатушечных соединений. При
необходимости лобовые части покрывают лаком воздушной сушки № 462 и 316 или серой эмалью № 1495.
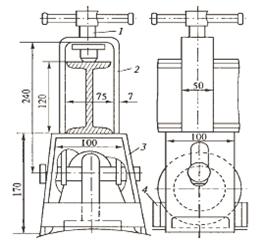
Рис. 7.4. Прижим:
1 – опорная скоба; 2 – прижимная скоба; 3 – штифт; 4 - винт
При осмотре выводной коробки следует проверить, нет ли трещин на изоляторах и надежно ли они закреплены, не сорвана ли резьба на шпильках.
При осмотре ротора проверяют состояние вентиляторов и их крепления, плотность посадки стержней обмотки в пазах, отсутствие трещин, обрыва стержней, следов нагрева и нарушения пайки в местах выхода их из короткозамыкающих колец.
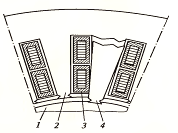
Рис. 7.5. Повреждение изоляции обмотки статора из-за неплотной прессовки стали:
1 –ротор; 2- статор; 3 – медь обмотки статора; 4 –обломившийся лист зубца
При осмотре подшипников скольжения обращают внимание на то, как работает вкладыш, а также на отсутствие торцевой выработки, трещин, отставания, подплавления или натаскивания баббита.
В правильно пришабренном вкладыше зона касания вала поверхности вкладыша (рабочая зона) располагается по всей его нижней поверхности примерно на 1/6 части окружности (рис. 7.6). Карман для масла должен переходить на рабочую зону вкладыша плавно, без излома. При этом создаются хорошие условия для затягивания масла под шейку вала.
При осмотре подшипников качения после их промывки бензином проверяют легкость и плавность вращения, отсутствие заседаний, притормаживания и ненормального шума. Также следует убедиться, нет ли обрыва заклепок, трещин в сепараторе, не имеет ли он чрезмерного люфта, не касается ли колец, нет ли недопустимого радиального или осевого люфта наружного кольца.
При обнаружении дефектов в деталях подшипника, в том числе малейших раковин, точечных подплавлений от электросварки, этот подшипник должен быть заменен Подшипники, работающие в особо тяжелых условиях, например в крупных двигателях с частотой вращения 3000 об/мин, следует заменить независимо от их состояния по истечении 5000...8000 ч работы.