Курсовая работа: Технологические методы лезвийной обработки резанием

Рис. 1.6. Схема действия сил резания на режущую кромку инструмента в точке, имеющую максимальную скорость перемещения νе , при обработке: а – точением; б – сверлением; в – фрезерованием; г – строганием; д – протягиванием; е – хонингованием; ж – суперфинишированием.
Производительность обработки при резании определяется числом деталей, изготовляемых в единицу времени: Q = \/Тт . Время изготовления одной детали равно Тт = Тд + Тт + Ткп , где То — машинное время обработки, затрачиваемое на процесс резания, определяется для каждого технологического способа; Тт — время подвода и отвода инструмента при обработке одной детали; Гвсп — вспомогательное время установки и настройки инструмента.
Таким образом, производительность обработки резанием в первую очередь определяется машинным временем То . При токарной обработке, мин: То = La/( nso h), где L - расчетная длина хода резца, мм; а — величина припуска на обработку, мм.
Отношение a/ h характеризует требуемое число проходов инструмента при обработке с глубиной резания И. Поэтому наибольшая производительность будет при обработке с глубиной резания h = а, наибольшей подачей s0 и максимальной скоростью резания. Однако при увеличении производительности снижается качество поверхности и повышается износ инструмента. Поэтому при обработке резанием решается задача по установлению максимально допустимой производительности при сохранении требуемого качества поверхности и стойкости инструмента[5] .
Глава 2. Технологические методы лезвийной обработки
2.1. Поступательная обработка
К поступательным видам обработки относятся строгальные, долбежные и протяжные виды обработки.
Строгание и долбление - обработка резанием осуществляемая однолезвийным инструментом с возвратно-поступательным главным движением резания. Строгание и долбление обычно применяются при обработке несложных профильных поверхностей с прямолинейными образующими, а также для обработки вертикальных и горизонтальных плоскостей в единичном и массовом производствах. Для этого процесса характерно действие на инструмент ударных нагрузок, небольшие скорости резания (1…1,5 м/c) и низкая производительность обработки вследствие инерционности движущихся частей станков и наличия холостого хода стола или инструмента.
Протягивание - обработка многолезвийным инструментом с поступательным главным движением резания, распространяемая на всю обрабатываемую поверхность без движения подачи. Срезание припуска осущетсвляется за счет превышения (подъема) последующего зуба над предыдущим. Производительность этого процесса, несмотря на низкие скорости резания (до 0,2…0,3м/с), в 5…10 раз выше фрезерования и в 10…15 раз - зенкерования и развертывания. Применяется в массовом и серийном производствах при получении отверстий, обработке плоских и цилиндрических наружных поверхностей с точностью до 7…9 квалитетов и шероховатостью Rz=6,3…0,8 мкм. К особенностям протягивания относится прерывистый характер работы лезвий инструмента, ударные нагрузки на зуб, срезание припуска большим количеством зубьев.
Внутреннее протягивание - протягивание внутренней замкнутой поверхности и ее элемента. Наружное протягивание - протягивание наружной или незамкнутой внутренней поверхности.
2.2. Осевая обработка
Осевая обработка - лезвийная обработка с вращательным главным движением резания при постоянном радиусе его траектории и движением подачи только вдоль оси главного движения резания. Основные виды осевой обработки - это сверление, зенкерование и развертывание.
Зенкерование и развертывание - осевая обработка соответственно зенкером и разверткой. Зенкерование применяется для обработки предварительно просверленных, прошитых или отлитых отверстий с целью повышения их точности (11…9-й квалитеты) и снижения шероховатости до Ra=2 мкм. Развертывание предназначено для окончательной (чистовой) обработки предварительно просверленных или расточенных резцом или зенкером цилиндрических и конических отверстий с точностью до 7-го квалитета и шероховатостью до Ra=0,6 мкм. Процессы зенкерования и разверывания протекают в более благоприятных условиях, чем сверление, так как у зенкера и развертки нет поперечной режущей кромки; глубина резания сравнительно небольшая и скорость резания вдоль режущих кромок постоянна. Вместе с тем, наблюдаются большие силы трения на ленточках и неудовлетворительные условия размещения и отвода стружки.
Зенкование и цекование - осевая обработка соответственно зенковкой и цековкой.
Сверление - осевая обработка сверлом. Сверление применяется для получения отверстий в сплошном материале, а также для рассверливания на больший диаметр уже имеющихся отверстий и получения центровочных отверстий. Сверлением обеспечивается 11…12-й квалитеты точности и шероховатость обработанной поверхности Rz=80…20 мкм. Процесс резания при сверлении во многом аналогичен точению, но имеет ряд особенностей, обусловленных: 1) переменностью переднего угла, принимающего малые и даже отрицательные значения у поперечной кромки, что приводит к повышению деформации срезаемого слоя, силы и температуры резания; 2) изменением скорости резания по длине режущей кромки, сказывающимся на изменении деформации в смежных элементах; 3) ухудшением отвода стружки и затруднением проникновения СОЖ в зону резания; 4) отсутствием задних углов на вспомогательных режущих кромках, что повышает силы трения.
Сверлами обычно обрабатываются отверстия в сплошном материале, когда требуется получить отверстия невысокой точности. Более точные отверстия после сверления обрабатываются зенкерами и развертками. В этом случае точность отверстий обеспечивается лучшим центрированием инструмента (благодаря наличию большего числа режущих лезвий), повышенной жесткостью инструмента и более легкими условиями работы каждого лезвия.
Сопоставление условий работы инструментов при сверлении, зенкеровании и развертывании может быть представлено таблицей.
Сравнение условия работы осевых инструментов
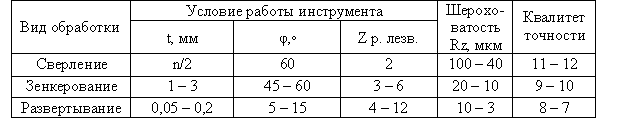
При сверлении в сплошном материале глубина резания t равна половине диаметра сверла, а при рассверливании – половине разности диаметров до и после сверления.
![]() ;
; ![]() ;
;
Подачей при сверлении (зенкеровании и развертывании) является величина осевого перемещения инструмента за время одного его оборота. Поскольку резание одновременно ведется двумя режущими лезвиями, то каждое из них работает с подачей Sz, равной половине осевого перемещения сверла за время его одного оборота.
Скорость резания при сверлении равна окружной скорости периферийных точек режущих кромок сверла.
![]() ,
,

Рис 2.1. Элементы резания при сверлении и геометрические параметры сверла

Рис 2.2. Элементы резания: а) - при зенкеровании, б) – развертывании; в) – профиль режущей и г) – калибрующей частей зуба развертки.
В отличие от других процессов резания имеет свои особенности. Они заключаются в том, что резание ведется инструментом, передний угол которого различен в разных точках режущего лезвия. Скорость резания здесь также не постоянна и меняется от 0 в центре сверла до какого-то максимального значения на периферии сверла. В центре отверстия, под перемычкой сверла, резание как таковое отсутствует, производится смятие и выдавливание обрабатываемого материала к периферии под режущие кромки. Особенностью геометрии сверла является наличие пятой поперечной режущей кромки. Ленточка сверла не имеет вспомогательного заднего угла, что вызывает повышенно трение с обработанной поверхностью. Особенностью процесса является также и то, что сверло, окруженное обрабатываемым материалом, работает в стесненных условиях. Это затрудняет отвод стружки и циркуляцию внешней среды, что приводит к худшим условиям охлаждения.
При зенкеровании и развертывании элементы режима резания определяются так же, как при рассверливании. Каждый зуб зенкера или развертки работает с подачей, равной доле осевой подачи. Поскольку зенкеры и развертки имеют главные углы в плане меньше, чем у сверла, толщина среза меньше, чем при сверлении.
![]() ,
,