Курсовая работа: Технологический процесс механической обработки детали
В соответствии с Единой системой технологической документации (ЕСТД) полный комплект технологических документов включает в себя большое количество стандартных форм (карт). При практическом проектировании вид и число технологических карт зависит от конкретных условий производства и определяется стандартами.
Маршрутный технологический процесс представляет собой укрупненное описание последовательности и содержания технологических операций, которые выполняют для преобразования заготовки в готовую деталь.
Операционный технологический процесс оформляют на специальных операционных картах. В отличии от маршрутной технологии, операционных технологических картах приводят подробную запись последовательности обработки каждой отдельной поверхности с детализацией всей необходимой технологической информации.
Карта эскизов (операционный технологический чертеж) – это графическое изображение детали в том виде, в каком она «выходит» с данной операции после обработки.
На операционном чертеже указывают следующие сведения и обозначения:
1)обрабатываемые поверхности более толстыми линиями; порядковые номера этих поверхностей; при этом, если все обозначенные поверхности обрабатываются одним и тем же инструментом на одних и тех же режимах резания, то в операционной технологической карте будет ровно столько основных переходов, сколько обрабатываемых поверхностей;
2)все параметры точности обрабатываемых поверхностей: обязательно квалитеты точности и параметры микрорельефа, при необходимости - точность форм и взаимного расположения;
3)базовые поверхности (их графическое изображение стандартизировано).
Карты эскизов в технологических процессах разрабатывают на каждую технологическую операцию.
4. Методика разработки операционной технологии механической обработки
На выбор последовательности механической обработки детали влияют следующие факторы:
1)характер производства;
2)требования, предъявляемые к качеству готовой детали по параметрам точности, состоянию и физико-механическим свойствам обрабатываемого поверхностного слоя.
В единичном производстве технологические операции включают в себя большое количество установов и переходов по обработке многих наружных и внутренних поверхностей. Все это требует частой смены и подналадки инструмента, затрат вспомогательного времени и т.д.
В технологических процессах серийного производства, спроектированных для специальных станков, одноименные операции дифференцированы и могут состоять из одного вспомогательного и одного основного перехода. Переустановки детали в одной операции отсутствуют, смена инструмента сведена к минимуму, затраты времени на подналадку инструмента уменьшается.
При оценке влияния требований, предъявляемых к качеству готовой детали, на построение технологического процесса ориентировочно можно руководствоваться следующим:
1)любой технологический процесс должен починятся структурной схеме (рис.1);
2)этапы техпроцесса взаимосвязаны с параметрами точности и методами обработки;
3)повышение твердости поверхности до HRC 35 выше требует перехода от обработки лезвийным инструментом к абразивной обработке;
4)наборы центрового инструмента при обработке отверстий принимают в соответствии с параметрами точности поверхностей.
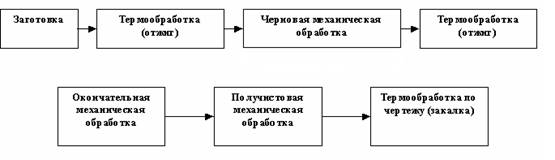
Рисунок 1.Структурная схема технологического процесса изготовления деталей
Таблица 1. Взаимосвязь технологических этапов с параметрами точности при обработке лезвийным или абразивным инструментом наружных поверхностей
| №№ этапа | Наименование и содержание этапа | Параметры точности | Технологический переход при обработке инструментом | ||||
| Квалитет | Микрорельеф, мкм | Лезвийным | Абразивным | ||||
| Rz | Ra | ||||||
| 000 | Заготовка | По ГОСТ на заготовки | |||||
| 005 | Термообработка: отжиг для снятия внутренних напряжений | ||||||
| 010 | Черновая механическая обработка | 14 | 80 | Обточить предварительно | |||
| 015 | Термообработка: отжиг для снятия внутренних напряжений | ||||||
| 020 | Получистовая механическая обработка | 11 | 20 | Обточить | |||
| 025 | Термообработка для повышения физикомеханических свойств деталей в соответствии с указаниями чертежа | ||||||
| 030 | Чистовая механическая обработка при поверхностной твёрдости: | ||||||
| HB = 120 – 180 | 9 | 2,5 | Обточить начисто (окончательно) | ||||
| 9 и 7 | 1,25 | Обточить начисто (предварительно) | |||||
| HRC = 40 | 9 | 2,5 | Шлифовать начисто (окончательно) | ||||
| 9 и 7 | 1,25 |
Шлифовать предварительно Шлифовать окончательно | |||||
Таблица 2. Взаимосвязь технологических этапов с параметрами точности при обработке лезвийным или абразивным инструментом внутренних поверхностей
| №№ этапа | Наименование и содержание этапа | Параметры точности | Технологический переход при обработке инструментом | ||||
| Квалитет | Микрорельеф, мкм | Лезвийным | Абразивным | ||||
| Rz | Ra | центровым | нецентровым | ||||
| 000 | Заготовка | По ГОСТ на заготовки | |||||
| 005 | Термообработка: отжиг для снятия внутренних напряжений | ||||||
| 010 | Черновая механическая обработка | 14 | 80 | Сверлить | Расточить | ||
| 015 | Термообработка: отжиг для снятия внутренних напряжений | ||||||
| 020 | Получистовая механическая | 11 | 20 | Сверлить Зенкеровать | Расточить | ||
| 025 | Термообработка для повышения физикомеханических свойств деталей в соответствии с указаниями чертежа | ||||||
| 030 | Чистовая механическая при поверхностной твёрдости: | ||||||
| HB = 120 – 180 | 9 | 2,5 | Сверлить Зенкеровать Развернуть | Расточить начисто (окончательно) | |||
| 9 и 7 | 1,25 | Сверлить Зенкеровать Развернуть предварительно Развернуть окончательно | |||||
| HRC = 40 | 9 | 2,5 | Шлифовать начисто (окончательно) | ||||
| 9 и 7 | 1,25 |
Шлифовать предварительно Шлифовать окончательно | |||||
5. Режимы резания и нормирование технологического процесса (операции)
К режимам резания относят глубину резания t мм, подачу инструмента S мм/об (мм/мин), скорость резания V м/мин, мощность резания кВт.
Режимы резания являются основой для нормирования технологических операций, выбора оборудования и настройки станка на выполнение конкретного технологического перехода.