Курсовая работа: Технологический процесс механической обработки детали
То = 0,48 мин. Тв = 2,9 мин.
Тшт = 1,05(То +Тв) = 1,05(0,48 + 2,9) = 3,55 мин.
То = 0,23 мин. Тв = 8,27 мин.
Тшт = 1,05(То +Тв) = 1,05(0,23 + 8,27) = 8,93 мин.
6. Расчет размерных цепей
Расчет размерных цепей при замене замыкающего размера
Вид пересчета размерной цепи, при котором независимо от последовательности пересчета точность размера A6 будет обеспечиваться автоматически.
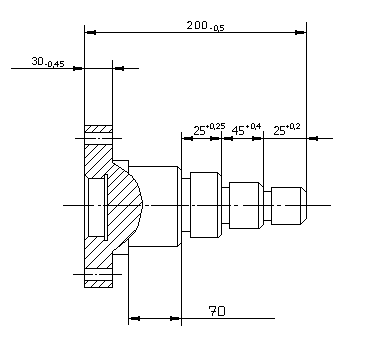
Рисунок 2. Схема размерной цепи при замене замыкающего звена
Расчет выполняем в табличной форме.
| Расчет допусков составляющих размеров в технологических размерных цепях | |||||||||||
| Размеры | Распределение | ||||||||||
| Обозначение | Значение |
es(ei), мм |
TAik, мм | Равномерное |
По одинаковому квалитету TA6 = 0,4; aст = 40 мкм. | ||||||
| TAi = =TA6/m | TAik/ /TAi | Интервал размеров, мм | Aiср, мм |  | TAI, мм | TAik/ /TAi | |||||
| A1 | 30 | -0,45 | 0,45 | 0,07 | 6,4 | 18 - 30 | 24 | 2,88 | 1,13 | 0,05 | 9 |
| A2 | 200 | -0,5 | 0,50 | 0,07 | 7,1 | 180 - 250 | 215 | 5,99 | 2,70 | 0,12 | 4 |
| A3 | 25 | +0,2 | 0,20 | 0,07 | 2,9 | 18 - 30 | 24 | 2,88 | 1,13 | 0,05 | 4 |
| A4 | 45 | +0,4 | 0,40 | 0,07 | 5,7 | 30 - 50 | 40 | 3,42 | 1,54 | 0,06 | 7 |
| A5 | 25 | +0,25 | 0,25 | 0,07 | 3,6 | 18 - 30 | 24 | 2,88 | 1,13 | 0,05 | 5 |
| A6 | 5 | +0,2 | 0,40 | - | - | - | - | - | - | - | - |
| AT | 70 | - | - | 0,05 | - | 50 - 80 | 65 | 4,02 | 1,81 | 0,07 | - |
ТАi1=1.13*0.4/9.44=0.05 ТАik1/ ТАi1=0.45/0.05=9
ТАi2=2.70*0.4/9.44=0.12 ТАik2/ ТАi2=0.50/0.12=4
ТАi3=1.13*0.4/9.44=0.05 ТАik3/ ТАi3=0.20/0.05=4
ТАi4=1.54*0.4/9.44=0.06 ТАik4/ ТАi4=0.40/0.06=7
ТАi5=1.13*0.4/9.44=0.05 ТАik5/ ТАi5=0.25/0.05=5
ТАiт=1,81*0,4/9,44=0,07
Анализ полученных результатов показывает то, что изменение линейной размерной цепи по технологическим соображениям приводит к ужесточению их значений от 2 до 6 раз.
Расчет размерной цепи по методу «максимум – минимум»
В ряде случаев, например, при подготовке к сборке сопрягаемых деталей бывает целесообразно оценить возможные колебания замыкающего размера. Такую оценку проводят путём расчета размерной цепи, в которую входит замыкающий размер, по предельным отклонениям методом «максимум – минимум».

Рисунок 3. Схема размерной цепи при расчете замыкающего звена
A0, es(A0) и ei(A0) – соответственно размер, верхнее и нижнее предельное отклонение замыкающего звена;
Aув, es(Aув) и ei(Aув) – соответственно размер, верхнее и нижнее предельное отклонение увеличивающего размера;
Aiум, es(Aiум) и ei(Aiум) – соответственно размер, верхнее и нижнее предельное отклонение уменьшающих размеров;
A2 = Aув = 200; es(Aув) = 0; ei(Aув) = -0,5;
A1 = A1ум = 30; es(A1ум) = 0; ei(A1ум) = -0,45;