Курсовая работа: Технологический процесс обработки шестерен из стали 12ХН3А
Содержание
Введение
1. Цементация поверхности заготовок
1.1 Общие положения
1.2 Режим цементации
1.3 Оборудование для цементации
1.4 Загрузка печи и ведение процесса цементации
1.5 Очистка от окалины
2. Термическая обработка после цементации
2.1 Закалка и низкотемпературный отпуск
3. Контроль
3.1 Технологический контроль
3.2 Контроль качества изделий
3.2.1 Контроль качества цементованных изделий
3.2.2 Контроль качества закаленных изделий
Список использованных источников
Введение
Для цементуемых изделий применяют низкоуглеродистые (0,1–0,25% С) стали. После цементации, закалки и низкого отпуска этих сталей цементованный слой должен иметь твердость HR С 58–62, а сердцевина HRC 20–40. Сердцевина цементуемых сталей должна иметь высокие механические свойства, особенно повышенный предел текучести, кроме того, она должна быть наследственно мелкозернистой.
Для деталей ответственного назначения, испытывающих в эксплуатации значительные динамические нагрузки, применяют хромоникелевые и более сложно-легированные стали.
Одновременное легирование хромом и никелем повышает прочность, пластичность и вязкость сердцевины. Никель, кроме, того, повышает прочность и вязкость цементованного слоя.
Хромоникелевые стали малочувствительны к перегреву при длительной цементации и не склонны к пересыщению поверхностных слоев углеродом. Большая устойчивость переохлажденного аустенйта в области перлитного и промежуточного превращений обеспечивает высокую прокаливаемость хромоникелевой стали.
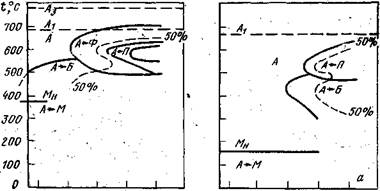
Рисунок 2 – Диаграмма изотермического превращения переохлажденного аустенита для цементуемых стали 12ХН3А в нецементованном (слева) и цементованном (справа) состояниях
1 Цементация поверхности заготовок
1.1 Общие положения
Цементацией (науглероживанием) называется химико-термическая обработка, заключающаяся в диффузионном насыщении поверхностного слоя стали углеродом при нагреве в науглероживающей среде (карбюризаторе). Окончательные свойства цементованных изделий приобретают после закалки и низкого отпуска. Назначение цементации и последующей термической обработки – придать поверхностному слою высокую твердость и износостойкость, повысить предел контактной выносливости и предел выносливости при изгибе при сохранении вязкой сердцевины.
Цементация широко применяется для упрочнения среднеразмерных зубчатых колес, валов коробки передач автомобилей, отдельных деталей рулевого управления, валов быстроходных станков, шпинделей и многих других деталей машин. На цементацию детали поступают после механической обработки с припуском на грубое и окончательное шлифование 0,05–0,010 мм. Во многих случаях цементации подвергается только часть детали, тогда участки, не подлежащие упрочнению, покрывают тонким слоем малопористой меди (0,02–0,04 мм), которую наносят электролитическим способом, или изолируют специальными обмазками, состоящими из смеси огнеупорной глины, песка и асбеста, замешанных на жидком стекле. Для обеспечения стабильности и качества рекомендуют детали перед цементацией подвергнуть промывке в 3 – 5% содовом растворе.
Процесс газовой цементации обладает рядом преимуществ по сравнению с цементацией в твердом карбюризаторе:
· повышается производительность процесса по сравнению с цементацией в твердом карбюризаторе, так как не нужно затрачивать время на упаковку и прогрев ящиков;
--> ЧИТАТЬ ПОЛНОСТЬЮ <--