Курсовая работа: Технологический процесс обработки шестерен из стали 12ХН3А
· сокращается потребность в жаростойком материале, так как расход его на муфели и приспособления при газовой цементации гораздо меньше, чем на ящики при цементации в твердом карбюризаторе;
· появляется возможность регулирования процесса для получения цементованного слоя заданной глубины и насыщенности;
· уменьшается деформация деталей вследствие более равномерного нагрева до рабочей температуры;
· появляется возможность непосредственной закалки деталей после цементации;
· применение печей непрерывного действия позволяет полностью механизировать и автоматизировать процесс и установить агрегат для термической обработки в поточной линии механического цеха.
Углеводороды являются основными науглероживающими газами, причем главную роль среди них играет метан. Содержание метана в цементующей среде 1 – 40%. Окись углерода как науглероживающий компонент в условиях газовой цементации имеет второстепенное значение, хотя содержание ее в газовой фазе может достигать значительной величины (до 30%). Содержание кислорода и двуокиси углерода обычно невелико и в сумме не превышает 2 – 3%; содержание водорода, являющегося обезуглероживающим газом, в цементующей среде может достигать 80%.
В настоящее время наиболее перспективным методом газовой цементации является насыщение в эндотермической атмосфере с контролируемым углеродным потенциалом. В начале процесса (в активный период насыщения) поддерживают высокий углеродный потенциал атмосферы за счет добавки к эндотермической атмосфере необработанного углеводородного газа (метана или пропана-бутана). В диффузионный период углеродный потенциал атмосферы устанавливается 0,8 – 1,0% и количество добавляемого углеводородного газа резко уменьшается.
Принято различать полную и эффективную толщину цементованного слоя (см. рис. 3).
За эффективную толщину принимают сумму заэвтектоидной, эвтектоидной и половины доэвтектоидной зоны слоя. Эффективная толщина цементованного слоя обычно составляет 0,5–1,8 мм и в исключительных случаях достигает 6 мм при больших контактных нагрузках на цементованную поверхность.
Структура после цементации получается крупнозернистой в связи с длительной выдержкой деталей при температуре науглероживания. Длительность изотермической выдержки при цементации зависит от заданной толщины слоя и марки цементируемой стали.
|
|
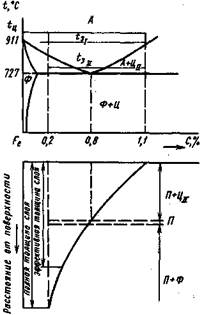
Рисунок 3 – Участок диаграммы Fе–FезС. Изменение содержания углерода и структуры по толщине цементованного слоя (схема): t ц – температура цементации; t31 – температура нагрева при первой закалке; t32 – температура нагрева при второй закалке.
1.2 Режим цементации
Температура цементации . Температурный режим цементации слагается из двух, иногда из трех периодов. В первый период происходит нагрев деталей до заданной рабочей температуры. Второй период соответствует выдержке при рабочей температуре процесса, которая за весь период остается неизменной. По окончании выдержки, если осуществляют непосредственную закалку деталей, наступает третий период – подстуживание до температуры закалки.
Главный фактор температурного режима цементации – рабочая температура процесса. На заводах эту температуру устанавливают в интервале 900 – 1000 °С. С повышением температуры скорость цементации резко увеличивается. Поэтому ученые и производственники изыскивают возможности повышения температуры процесса. При этом возникают следующие трудности: ухудшение механических свойств металла вследствие роста зерна при высокой температуре и снижение стойкости оборудования и приспособлений. Кроме этого, возможны и другие затруднения, например увеличение деформации деталей под действием высокой температуры.
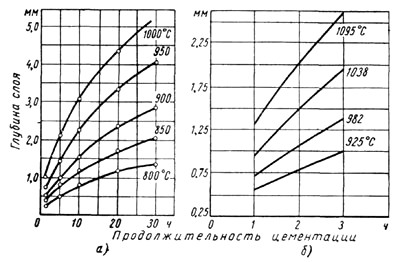
Рисунок 4 – Влияние температуры на глубину цементационного слоя
При современном техническом уровне производства сталей это представление устарело. Промышленностью освоен выпуск новых марок легированных сталей, обладающих устойчивостью против роста зерна аустенита.
При высокотемпературной цементации наследственно мелкозернистых сталей несколько увеличиваются размеры зерна. Однако в результате последующей правильно проведенной термической обработки в этих сталях не наблюдается ухудшения механических свойств по сравнению с цементацией при обычной температуре.
На рисунке 4 показано влияние температуры на глубину цементованного слоя при различной продолжительности процесса.
Детали из стали 12ХН3А после высокотемпературной цементации (930 °С) нужно подвергать закалке с повторного нагрева; в противном случае не будет обеспечена необходимая мелкозернистость.
Продолжительность цементации . Общая продолжительность цементации слагается из суммы времени, необходимого для прогрева деталей до рабочей температуры процесса, времени выдержки при этой температуре для получения цементованного слоя заданной глубины и времени подстуживания.
Продолжительность периода прогрева в печах зависит от веса садки, температуры печи в момент загрузки, тепловой мощности печи и рабочей температуры процесса
Продолжительность периода выдержки для получения цементованного слоя заданной глубины зависит главным образом от температуры и требуемой глубины слоя, при этом имеют значение также активность карбюризатора и химический состав цементуемой стали.
Скорость цементации не остается постоянной даже при одной и той же температуре. Как известно, по мере увеличения глубины слоя она уменьшается. Если принять в определенных интервалах глубины слоя эту скорость постоянной, что практически вполне допустимо, то для данной температуры процесса продолжительность его можно приближенно определить, разделив заданную величину слоя на среднюю скорость цементации. В табл. 2 приведены средние значения скорости газовой цементации в зависимости от температуры для различных интервалов глубины слоя.
Как видно из таблицы, при цементации на глубину 1,5 мм при температуре процесса 930 °С время цементации составляет 8–10 ч. Продолжительность нагрева составляет 30 – 40% общего времени цементации.
Таблица 2 – Средние значения скорости газовой цементации при
|
Глубина слоя, мм |
Скорость при различных температурах, мм/ч | ||||
|
К-во Просмотров: 635
Бесплатно скачать Курсовая работа: Технологический процесс обработки шестерен из стали 12ХН3А
| |||||