Курсовая работа: Технологія дугового зварювання
ºC
10-20
21-32
470
460
325
305
34
Зварені конструкції використовувані як несучі елементи при зведенні будинків і споруджень ставляться до II групи відповідальності, тому що, їхнє руйнування в процесі експлуатації може привести до більших матеріальних витрат.
II група відповідальності вимагає підвищеної уваги до якості виконання робіт усього виробничого циклу (від заготівлі матеріалу до обьема остаточного контролю виробу).
З огляду на особливості конструкції виробу, матеріал вхідних деталей, а також річну програму випуску (2000 шт.) найбільш оптимальним способом виготовлення буде напівавтоматичне зварювання в середовищі вуглекислого газу.
2. Спосіб зварювання
Зварювання в захисних газах є одним зі способів дугового зварювання. При цьому способі в зону дуги подається захисний газ, струмлячи якого, обтікаючи електричну дугу й зварювальну ванну, охороняє розплавлений метал від впливу атмосферного повітря, окислювання й азотування. Зварювання в захисних газах відрізняються наступними перевагами: висока продуктивність (в 2...3 рази вище звичайного дугового зварювання), можливість зварювання в будь-яких просторових положеннях, гарний захист зони зварювання від кисню й азоту атмосфери, відсутність необхідності очищення шва від шлаків і зачищення шва при багатошаровому зварюванні; мала зона термічного впливу; відносно малі деформації виробів; можливість спостереження за процесом формування шва; доступність механізації й автоматизації. Недоліками цього способу зварювання є необхідність вживання заходів, що запобігають здування струменя захисного газу в процесі зварювання, застосування газової апаратури, а в деяких випадках і застосування щодо дорогих захисних газів.
Відомі наступні різновиди зварювання в захисному газі: в інертних одноатомних газах (аргон, гелій), у нейтральних двохатомних газах (азот, водень), у вуглекислому газі. У практиці найбільш широке застосування одержали зварювання у вуглекислому газі. Інертний газ — гелій застосовується дуже рідко через його велику вартість. Для зварювання відповідальних конструкцій широко застосовується зварювання в суміші газів аргону й вуглекислого газу в співвідношенні 85% аргону й 15% З02 . Якість цього зварювання сталей дуже високе. Живлення дуги здійснюють джерела постійного струму із твердою характеристикою. В останні роки застосовуються в основному зварені випрямлячі серії ВДУ з універсальною зовнішньою характеристикою, тобто твердої, або простим перемиканням пакетника.
Змінний струм не застосовується через низьку стійкість процесу горіння дуги, поганого формування й поганої якості шва. Напруга на дузі при зварюванні в З02 повинне бути не більше 30 У, тому що зі збільшенням напруги й довжини дуги збільшується розбризкування й окислювання. Звичайна напруга дуги — 22— 28 У, швидкість зварювання — 20-80 м/ч, витрата газу 7—20 л/хв. Зварювання в З02 із дротом дає провар більше глибокий, чим електроди, тому при переході з ручного зварювання виправданим уважаються зменшення катетів приблизно на 10%. Це пояснюється підвищеною щільністю струму на 1 мм2 електродного дроту.Основні елементи режиму зварювання в З02 у табл.1.
Таблиця 3
Типові параметри режиму зварювання в З02
| Діаметр дроту, м | Зварювальний струм, А |
Швидкість подачі дроту м/год | Навантаження на дузі, В |
Витрата газу, л/хв | Виліт дроту, мм |
| 0,8 | 50—110 | встановл. підбором під режим | 18—20 | 5—7 | 6—12 |
| 1,0 | 70—150 | 19—21 | 7—9 | 7—13 | |
| 1,2 | 90—230 | 21—25 | 12—15 | 8—15 | |
| 1,6 | 150—300 | 23—28 | 12—17 | 13—20 |
Зварювання у вуглекислому газі роблять майже у всіх просторових положеннях, що дуже важливо при виробництві будівельно-монтажних робіт. Зварювання здійснюють при живленні дуги постійним струмом зворотної полярності. При зварюванні постійним струмом прямої полярності знижується стабільність горіння дуги, погіршується формування шва й збільшуються втрати електродного металу на вигар і розбризкування. Однак коефіцієнт наплавлення в 1,6...1,8 рази вище, ніж при зворотній полярності. Цю якість використовують при наплавочних роботах лістовий матеріал з низьколегованих сталей успішно зварюють у вуглекислому газі; аркуші товщиною 0,6...1,0 мм зварюють із отбортовкою крайок. Допускається також зварювання без отбортовки, але із зазором між крайками не більше 0,3...0,5 мм. Аркуші товщиною 1,0...8,0 мм зварюють без оброблення крайок; при цьому зазор між зварюються кромками, що, повинен бути не більше 1 мм. Аркуші товщиною 8...12 мм зварюють V- подібним швом, а при більших толщинах - Х-подібним швом. Перед зварюванням крайки вироби повинні бути ретельно очищені від бруду, фарби, окислів і окалини. Зварювальний струм і швидкість зварювання в значній мірі залежать від розмірів оброблення шва, що зварюється, тобто від кількості металу. Напруга встановлюється таким, щоб одержати стійкий процес зварювання при можливо короткій дузі (1,5...4,0 мм). При більшій довжині дуги процес зварювання нестійкий, збільшується розбризкування металу, зростає можливість окислювання й азотування металу.
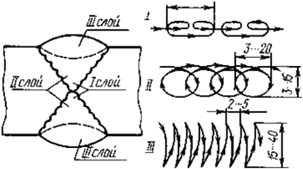
Мал. 2. Рух електрода під час зварювання у вуглекислому газі при виконанні багатошарового шва
На малюнку показані рухи електрода під час зварювання у вуглекислому газі при виконанні багатошарового шва. Рекомендується для зниження небезпеки утворення тріщин перший шар зварювати при малому зварювальному струмі. Закінчувати шов треба заповненням кратера металом. Потім припиняється подача електродного дроту й вимикається струм. Подача газу на заварений кратер триває до повного затвердіння металу.
3. Состав устаткування
До складу технологічного встаткування, необхідного для виконання зварювальних робіт при дуговому механізованому зварюванні в захисних газах входять: