Курсовая работа: Технологія дугового зварювання
Технологічні особливості зварювання різних сталей полягають насамперед у підборі марки зварювального дроту залежно від хімічного складу сталі. Низьколеговані сталі звичайно зварюються стандартним дротом марок Св 08Г2С, Св 08ГС, Св 12ГС і порошковими дротами.
П/автоматичне зварювання в захисних газах можуть вироблятися у всіх просторових положеннях шва, з яких найбільш зручним є нижнє. Зварювання в нижнім положенні виробляються з нахилом пальника вперед або назад. Переважніше вести зварювання кутом назад, тому що при цьому забезпечується більше надійний захист розплавленого металу й кращий зовнішній вигляд шва. Пальник рекомендується нахиляти на 5...15° щодо вертикалі. При зварюванні металу товщиною 1...2 мм поперечні коливання пальника не роблять. Зварювання ведуть на максимально можливій довжині дуги з максимальною швидкістю зварювання, при якій забезпечується гарне формування звареного шва й задовільний газовий захист.
6. Методи контролю зварених швів
Ультразвуковий метод контролю заснований на здатності ультразвукових хвиль відбиватися від границі роздягнула двох пружних середовищ, що володіють різними акустичними властивостями.
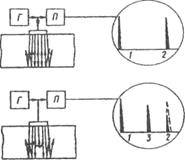
Відбившись від нижньої поверхні виробу, ультразвук вернеться, буде прийнятий датчиком, перетворений в електричні коливання й поданий на екран електронно-променевої трубки. При наявності дефектів ультразвукові коливання спотворяться: це буде видно на екрані електронно-променевої трубки, де з'явиться сплеск - перекручування. По характеру й розмірам перекручувань визначають види й розміри дефектів.
Ультразвукові коливання - це механічні коливання пружного середовища, частота яких лежить за порогом чутності людського вуха, тобто більше 2000 Гц. Для ультразвукового контролю застосовують коливання частотою 0,5-10 Мгц. «Ультра» (від латинського) означає «понад», «за межами». Частота коливань - це число коливань за 1 с.
Поширюються коливання в однорідних матеріалах по відносно прямих лініях, а на границі роздягнула двох різнорідних матеріалів (пори, тріщини й проч.) відбувається їхнє відбиття.
Випромінювання й прийом (реєстрація) ультразвукових коливань виробляються перетворювачами приладів, а самі прилади називаються ультразвуковими дефектоскопами. Така апаратура в нашій країні з'явилася лише в 1957 р., а сам спосіб використання ультразвукових коливань для дефектоскопії був уперше у світі запропонований нашим співвітчизником С.Я. Соколовим в 1928 р.
Основою перетворювачів звичайно є певний керамічний матеріал, що володіє п'єзоелектричним ефектом. «Пьезо» (грец.) у перекладі на українську мову означає «стискаю». П'єзоелектричний ефект проявляється в тім, що п'єзоелектрична пластина (з титанату барію, цирконат-титанату свинцю й ін.) під дією підведеного до неї змінного електричного потенціалу починає змінювати свою товщину й коливатися, механічно вібрувати й направляти пучок коливань перпендикулярно площини пластини, а під впливом механічних деформацій на протилежних поверхнях п'єзоелектричної пластини виникають електричні заряди - змінний електричний струм, що передається на відповідні прилади, що реєструють.
Проникнення ультразвукових коливань у контрольований виріб відбувається тоді, коли віддаляється повітря, що перебуває між контактуючими поверхнями випромінювача й виробу. Для цього між ними встановлюють акустичний контакт шляхом нанесення на поверхню контрольованого виробу шару мінерального масла, солідолу, технічного гліцерину, води й ін.
Процес поширення ультразвуку в тілі є хвильовим, він створює пружні коливання.
Випромінювачі й приймачі ультразвукових хвиль називаються пьезо перетворювачами. Пьезопластина може працювати і як випромінювач і як приймач. Для озвучування зварених виробів уживають в основному контроль. Луна-метод полягає в озвучуванні виробів короткими імпульсами ультразвуку й реєстрації луно-сигналів, відбитих до приймача. Ознакою дефекту є поява імпульсу на екрані. Луно-метод називають іноді ще методом Луно-локації.
3. Схема луна-імпульсного методу
Недолік ультразвукового контролю - у складності розшифровки дефекту, обмеженні для застосування на виробах аустенітних сталей, чавуну, металів із крупним зерном, у неможливості контролю сталей малої товщини (до 4 мм).
Для роботи на ультразвуковому контролі персонал (інженери, техніки) проходять спеціальну підготовку із придбанням навичок і з атестацією.
У наш час перебуває в користуванні й випускається більше 20 різних моделей дефектоскопів, наприклад, ДУК-66ПТ (дефектоскоп ультразвукових коливань, модель 66, портативний, модернізований), ВУЗД-НИИМ5, УД-11ПУ й багато інших.
7. Налагодження й ремонт зварювального встаткування
У процесі експлуатації електрозварювального встаткування виникають перевантаження, аварії й природне зношування, що вимагають проведення ремонтно-налагоджувальних робіт, в обсягах необхідних для нормальної функціонування встаткування.
Ремонт - це комплекс операцій по відновленню справності або працездатності електрозварного встаткування, а також його ресурсів або його складових частин. Розрізняють кілька видів ремонту: капітальний, середній і поточний.Види ремонту можуть бути плановими, неплановими, регламентованими й по технічному стані.
Таблиця 6
Характерні несправності в роботі зварювального автомата й способи усунення інверторних ДЖ
|
Характер несправності |
Причина появи |
Спосіб усунення |
| 1.Інвертор не включається | Обрив у ланцюзі | Перевірити й виправити |
| 2.Нагрівання затискачів інвертора |
Слабке затягування контактних болтів К-во Просмотров: 343
Бесплатно скачать Курсовая работа: Технологія дугового зварювання
|