Курсовая работа: Технология электроконтактного нагрева заготовок
Как правило, с этим сталкиваются в начале нагрева, когда стальная деталь холодная, а мощность, потребляемая электроконтактной установкой, при прочих равных условиях, значительно меньше, чем в конце и когда деталь нагреется до температуры выше 800—900° С (если влияние скинн-эффекта несущественно). Но это справедливо только для магнитных материалов.
Разница значений между начальной и конечной мощностями зависит от марки материала, поперечных размеров нагреваемой детали и скорости нагрева.
При рассмотрении и использовании формулы (1) указанное обстоятельство следует учитывать при разработке конструкций и электрических схем нагревательных установок. При этом необходимо стремиться к тому, чтобы разница между начальной и конечной мощностями была бы минимальной, так как колебания значений последних в процессе нагрева оказывают отрицательное воздействие на работу энергетического оборудования и другого оборудования цеха и токоподводящих контактов.
Насколько существенно может изменяться мощность, потребляемая из сети электроконтактной установкой в процессе нагрева, в зависимости от поперечного размера нагреваемой детали или заготовки и времени нагрева, видно из рисунка 2.
Для заготовок диаметром 60 мм мощность в процессе нагрева изменяется в 1,3—1,4 раза, увеличиваясь к концу нагрева, а для заготовок диаметром 48 мм мощность изменяется сравнительно незначительно. Это объясняется более заметным влиянием скинн-эффекта, сказывающимся на соотношении активного и реактивного сопротивлений нагреваемых заготовок в начальный и коночный периоды нагрева в зависимости от поперечных размеров сечений. Для заготовок диаметром 60 мм это соотношение изменяется с ростом температуры более резко, чем для заготовок меньшего диаметра.
При нагреве продолжительностью 125 сек отношение начальной и конечной мощностей составляет 1,2, при нагреве продолжительностью 80 сек оно достигает 1,3—1,4.
Еще большая разница между начальной и конечной мощностями наблюдается при использовании заготовок, которые обладают большей магнитной проницаемостью, а электрические вторичные цепи и трансформатор имеют малое индуктивное сопротивление,
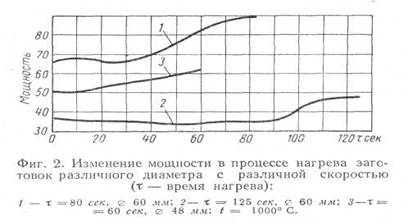
Рисунок 2.1 - График
т. е. в тех случаях, когда нагрузка имеет преимущественно активное сопротивление, а влияние скинн-эффекта сказывается более резко.
Электрический ток в нагреваемой детали. Для нагрева конкретной детали до требуемой температуры необходимо по ней пропустить электрический ток определенной величины в продолжение заданного промежутка времени, т. е. необходимо нагреть деталь с вполне определенной скоростью.
Величина потребного тока может быть найдена из выражения:
 (2)
(2)
где r2 — активное электрическое сопротивление нагреваемой заготовки в ом;
I3 — электрический ток в а;
ήт — тепловой к. п. д.
Величину тока в зависимости от геометрических параметров нагреваемой детали и физических факторов можно выразить формулой:
![]() (3)
(3)
где /2 — электрический ток в нагреваемой детали в а;
S2 — площадь поперечного сечения детали в см'2 ;
ς2 — удельное электрическое сопротивление в ом-см;
ζ, — плотность материала нагреваемой детали в г/см3 .
Величина тока, полученная по формуле (3), является средней, поскольку значения теплоемкости, удельного электрического сопротивления и теплового к. п. д. усредненные, так как практически для каждого данного момента определить их не возможно из-за сложной зависимости этих величин от температуры и времени, отсчитываемых от момента включения тока.
Выражение под корнем в формуле (3) не зависит от геометрических параметров нагреваемой детали. Следовательно, потребный электрический ток не зависит от длины заготовок. На первый взгляд это кажется не совсем понятным, но все становится ясным, если представить себе, что мощность, потребная для нагрева данной детали, зависит не только от тока, но и от напряжения, которое пропорционально длине детали, а энергия, выделяемая в элементарном объеме тела, зависит от плотности тока и удельного электрического сопротивления.
При одних и тех же поперечных размерах заготовок потребный электрический ток тем больше, чем больше скорость нагрева (меньше время, τ), и, наоборот, он обратно пропорционален корню квадратному из времени нагрева и удельного электрического сопротивления материала заготовки. При этом следует иметь в виду, что при выводе формулы (3) влиянием явления скинн-эффекта пренебрегают; в холодном же состоянии заготовки скинн-эффект имеет вполне определенное значение и потому в большинстве случаев его необходимо учитывать. При горячем режиме под которым понимается период нагрева заготовок до температуры выше точки Кюри, по формуле (3) можно с достаточной точностью определить потребный ток. В данном случае речь идет о токе, потребном для нагрева данной массы металла до заданной температуры; значение его является величиной усредненной, так как такие переменные факторы, как теплоемкость и удельное сопротивление, являются усредненными величинами.
Если в формулу (3) подставить истинные значения этих переменных, соответствующие какому-то моменту времени от начала нагрева (включения тока), то можно будет получить ток, сответствующий данному моменту времени.
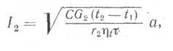
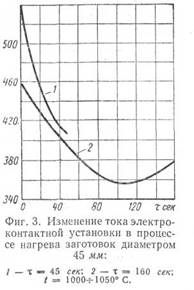
Изменение тока в первичной цепи в процессе нагрева заготовок одинакового диаметра с различным временем нагрева на однопозиционной электроконтактной установке видно из рисунка 2.2.
Из рисунка 2.2 следует, во-первых, что ток и мощность довольно существенно изменяются в процессе нагрева; причем в начале нагрева ток имеет наибольшее значение, а к концу нагрева меньшее; во-вторых, чем меньше продолжительность нагрева, т. е. чем больше скорость, тем больше разница между указанными значениями токов; в-третьих, чем меньше поперечное сечение нагреваемой заготовки, тем больше между токами эта разница при прочиходинаковых условиях. Это объясняется различной степенью влияния скинн-эффекта.
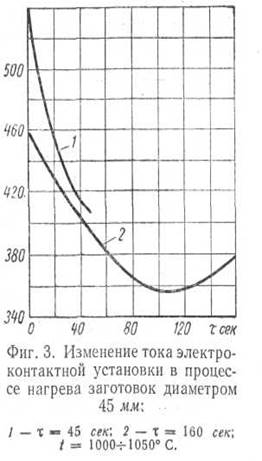
Рисунок 2.2
 |
 |
| |
| |
Но наиболее резкое влияние на ток и мощность оказывает зависимость удельного электрического сопротивления от температуры (для заготовок малого диаметра), возрастающей в процессе нагрева от температуры окружающего воздуха до температуры, установленной в соответствии с технологическими требованиями.
Разница между начальным и конечным значениями тока зависит также от конструкции электрической вторичной цепи установки и отдельных ее элементов, а также от конструкции трансформатора. Поэтому характер зависимости тока от времени нагрева для различных установок в принципе сохраняется (ток падает с течением времени), но количественные соотношения между начальными и конечными значениями его могут изменяться значительно.
Напряжение на нагреваемой заготовке. Для нагрева конкретной заготовки с заданной скоростью к ней должно быть подведено определенное напряжение, зависимость которого от различных геометрических параметров заготовки и других физических факторов выражается формулой
![]() (4)
(4)
где сг — постоянный коэффициент, равный 0,032;
l2 —: длина нагреваемой детали между токоподводящими контактами в см.