Курсовая работа: Технология нарезания резьбы на изделиях из стеклопластика типа трубы
Эксплуатационные факторы непосредственно зависят от уровня и спектра внешних нагрузок, времени и температуры эксплуатации, состояния среды, герметичности соединения.
Прочность наиболее распространенных металлических соединений (клёпаных, болтовых, резьбовых) значительно превосходить прочность аналогичных соединений конструкций из полимерных композиционных материалов. К примеру, одна из проблем композитов – сохранение плотности стыка и обеспечение стабильности резьбовых соединений вследствие ползучести и релаксации напряжений в соединении. Эти и другие особенности следует учитывать при проектировании и выборе соединений и оценке их прочности[1].
В идеале создаваемые конструкции не должны изготавливаться путем соединения элементов. Так, например, изготавливают сосуды высокого давления методом намотки. Однако в большинстве случаев конструкции приходится собирать из отдельных деталей. Это касается и трубопроводных систем. И создание разъёмных, в частности резьбовых, соединений для труб из стеклопластиков – один из сложных вопросов.
1 ВЫБОР ТИПА РЕЗЬБОВОГО СОЕДИНЕНИЯ СТЕКЛОПЛАСТИКОВЫХ ТРУБ
Выбор того или иного соединения при проектировании определяется такими факторами как характер и величина нагрузки, размеры труб, физико-механические свойства материалов, условия эксплуатации, стоимость, технологическая реализуемость и т.д. Рациональное проектирование соединительных узлов предусматривает, прежде всего, анализ факторов, влияющих на несущую способность изделий.
Большое влияние на прочность оказывает тип соединения. В резьбовых соединениях большое значение имеют тип резьбы и ее протяжённость, наличие усиливающих элементов и т. д.
Выбранное мной соединение должно применяться для соединения труб в нефтегазовой промышленности, через которые могут перекачиваться так же углекислый газ, кислота и другие химические реагенты. Температура эксплуатации от -50°С до +100°С. Все трубы имеют наружный диаметр 400мм, толщину стенки
24 мм, длину 6м и располагаются в соответствующих зонах скважин. Газовый фактор транспортируемой среды 150 м3 /т при давлении 0,1 МПа. Трубы должны быть герметичны в газовой среде при давлении до 4 МПа. Разрушающее, растягивающее осевое усилие по резьбовому соединению «муфта-труба» - не менее 360 Кн [13].
1.1 Классификация резьб. Их основные параметры и признаки
Резьбы подразделяют по следующим признакам:
1) единица измерения шага (метрическая, дюймовая, модульная, питчевая резьба);
2) расположение на поверхности (внешняя и внутренняя резьба);
3) направление движения винтовой поверхности (правая, левая);
4) число заходов (одно- и многозаходная);
5) профиль (треугольный, трапецеидальный, прямоугольный, круглый и др.);
6) образующая поверхность, на которой расположена резьба (цилиндрическая резьба и коническая резьба);
7) назначение (крепёжная, крепёжно-уплотнительная, ходовая и др. (Рисунок 1.1)).
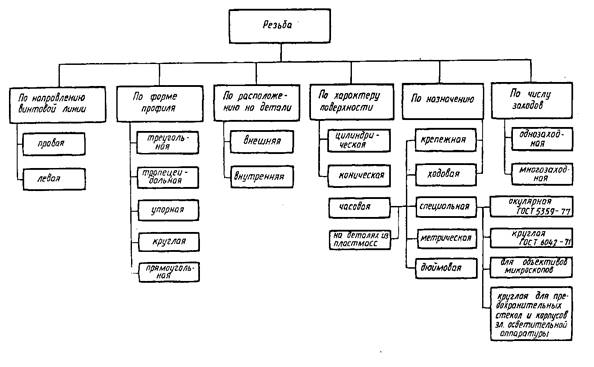
Рисунок 1.1 – Классификация резьб
Основные параметры резьбы и единицы измерения:
1. Питчевая резьба - шаг резьбы измеряется в питчах (p"). Для получения числового значения (в миллиметрах) достаточно питч умножить на число пи (π). Модульная и питчевая резьба применяется при нарезании червяка червячной передачи. Профиль витка модульного червяка может иметь вид архимедовой спирали, эвольвенты окружности, удлинённой или укороченной эвольвенты и трапеции.
2. Шаг (P) расстояние между одноимёнными боковыми сторонами профиля, измеряется в долях метра, в долях дюйма или числом ниток на дюйм — это знаменатель обыкновенной дроби, числитель которой является дюймом. Выражается натуральным числом (например; 28, 19, 14, 11);
3. Наружный диаметр (D, d), диаметр цилиндра, описанного вокруг вершин наружной (d) или впадин внутренней резьбы (D);
4. Внутренний диаметр (D1, d1), диаметр цилиндра, вписанного во впадины наружной (d1) или вершины внутренней резьбы (D1);
5. Высота исходного треугольника резьбы (H);
6. Срез резьбы (p);
7. Угол подъёма резьбы (ψ) [8].
1.2 Виды применяемых резьб для соединения стеклопластиковых труб
Существуют следующие способы получения резьб на деталях из стеклопластика: резанием, напрессовкой, заливкой компаунда, формованием профиля, получение профиля при центробежном формовании и др. Нарезание резьбы также затруднительно, но все же оно иногда выполняется, если утолщение формованной конструкции достаточное и используется винт с крупной резьбой.
Для стеклопластиков нарезание является пока преобладающим способом получения резьб, обеспечивающим необходимую точность резьбы. Однако прочность резьбового соединения, зависящая как от физико-механических свойств материалов соединяемых деталей, так и метода получения резьбы при нарезании, будет ниже, из-за перерезания армирующих слоёв стеклопластика и нарушения целостности слоистой структуры его в районе резьбы.
Тем не менее, метод нарезания резьб резцом находит широкое применение и для стеклопластика имеет свои особенности [3].