Курсовая работа: Технология получения пива
Применяют амилолитические (Амилосубтилин Г10х, Амилоризин Пх и др.), протеолитические (Протосубтилин Г10х), цитолитические (Цитороземин П10х, Целлоконингин П10х и др.) ферментные препараты, а также их смеси в виде мультиэнзимных композиций.
Амилолитические препараты применяют при затирании при повышенном количестве несоложеного сырья и низком качестве исходного сусла. Они существенно повышают выход экстракта и улучшают качество сусла.
Протосубтилин Г10х используют при повышенных количествах несоложеного сырья и для улучшения качества сусла из некачественных солодов, а также для ликвидации коллоидных помутнений в пиве. Цитолитические препараты повышают выход экстракта за счет гидролиза некрахмальных полисахаридов, в основном гемицеллюлозы. Одновременно повышаются качество сусла и стойкость пива.
Наиболее перспективным средством является применение мультиэнзимных композиций (МЭК), которые, позволяют сохранить высокое качество «Жигулевского» пива при использовании до 60 % несоложеного сырья.
2.Аппаратурно-технологическая схема производства пива
Пиво – один из наиболее популярных освежающих напитков в России и в мире. Его производство – сложный биотехнологический процесс, требующий наличия серьезной технической и научной базы. Процесс усложняется необходимостью соблюдения довольно строгих экологических и санитарно-гигиенических норм, определенных государством.
Стадии технологического процесса
Приготовление пива можно разделить на следующие стадии:
- соложение
- варка
- брожение
- осветление
- созревание
- фильтрация
- осветление
- пастеризация
- розлив
Характеристика комплексов оборудования
Начальные стадии технологического процесса выполняются при помощи комплексов оборудования для измельчения солода и приготовления пивного сусла (варочные агрегаты, заторные и сусловарочные аппараты, фильтрационные аппараты и фильтр-прессы, гидроциклонные и хмелеотборные аппараты).
Следующим идет комплекс оборудования линии для охлаждения и осветления пивного сусла, состоящий из холодильных компрессионных установок, теплообменньгх аппаратов и пластинчатых теплообменников, отстойных аппаратов и сепараторов.
Ведущий комплекс оборудования линии предназначен для брожения (дображивания) пива и состоит из бродильных аппаратов и танков, установок для непрерывного брожения и дображивания.
Завершающим является комплекс оборудования линии для осветления пива, включающий фильтр-прессы, диатомитовые установки, фильтры и сепараторы для осветления пива, а также упаковочное оборудование.
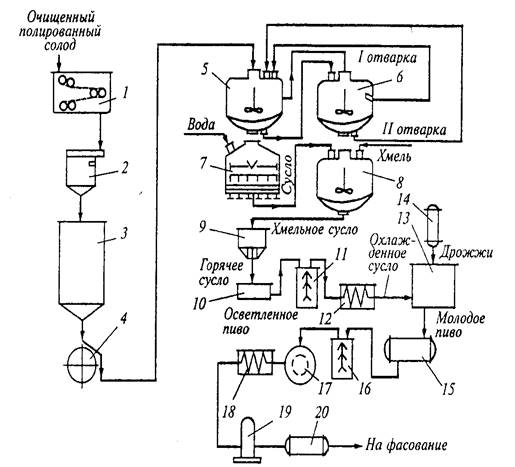
Машинно-аппаратурная схема линии производства пива представлена на рис. 1.
Устройство и принцип действия линии
Очищенный солод измельчается в вальцовой дробилке 1 в целях получения максимального количества мелкой однородной крупки и сохранения шелухи. Дробленый солод взвешивают весами 2 и ссыпают в бункер 3. Отлежавшийся дробленый солод проходит магнитную очистку в магнитоуловителе 4 и подается в заторный аппарат 5 , где смешивается с теплой водой (около 20 °С) и перемешивается. По окончании перемешивания (затирания) часть заторной массы (около 40 %) перекачивают в другой заторный аппарат 6, где нагревают до температуры осахаривания (около 70 °С), а по окончании осахаривания — до кипения. При кипячении крупные частицы солода развариваются, после чего первую отварку возвращают в аппарат 5. При смешивании кипящей части затора с затором, оставшимся в аппарате 5, температура всей массы достигает 70 °С. Затор оставляют в покое для осахаривания. По окончании осахаривания часть затора снова перекачивают в аппарат 6 (вторая отварка) и нагревают до кипения для разваривания крупки. Вторую отварку возвращают в аппарат 5, где после смешивания обеих частей затора температура его повышается до 75...80 °С. Затем весь затор перекачивают в фильтрационный аппарат 7 . Прозрачное сусло стекает в сусловарочный аппарат 8.
В аппарате 8 сусло кипятится с хмелем. При кипячении выпаривается некоторое количество воды, происходят частичная денатурация белков сусла и его стерилизация. Горячее охмеленное сусло спускают в хмелеотделитель 9, где вываренные хмелевые лепестки задерживаются, а сусло перекачивается в сборник горячего сусла 10.
Горячее сусло из сборника 10 подается в центробежный тарельчатый сепаратор 11, в котором оно очищается от взвешенных частиц коагулированных белков. Из сепаратора 11 сусло нагнетается в пластинчатый теплообменник 12, где охлаждается до 5...6 °С. Охлажденное сусло сливают в бродильный чан 13 вместе с дрожжами из чана 14. Брожение длится 6...8 сут. По окончании главного брожения молодое пиво отделяют от дрожжей и перекачивают в танк 15 для дображивания в течение 11...90 сут. По окончании дображивания пиво под давлением диоксида углерода нагнетается в сепаратор-осветлитель 16 и фильтр 17, где оно освобождается от взвешенных в нем дрожжей, других микроорганизмов и мелкодисперсных частиц. Осветленное пиво охлаждается рассолом в теплообменнике 18, насыщается (при необходимости) диоксидом углерода в карбонизаторе 19 и сливается в танк 20. Отфильтрованное пиво из танка 20 под давлением подается в отделение упаковывания в потребительскую и торговую тару.