Курсовая работа: Технология сборки и монтажа блока питания
Для наглядного представления о средней загрузке оборудования на линии и каждой единицы оборудования строим графики загрузки оборудования (см. рисунки 4.1 и 4.2).
На графиках указаны средние значения коэффициента загрузки оборудов ания на линии, нормативные значения которого зависят от типа производства.
Для выбора варианта ТП составляем два уравнения:
 14,41(мин.),(4.7)
14,41(мин.),(4.7)
 29,31(мин.),(4.8)
29,31(мин.),(4.8)
где m - число операций по первому варианту, n - соответственно по второму варианту.
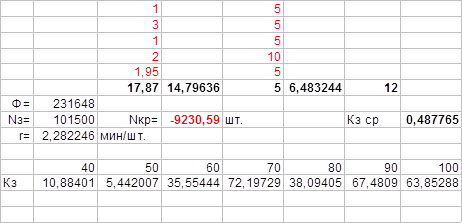 Рисунок 3.1 – График загрузки оборудования по варианту I
Рисунок 3.1 – График загрузки оборудования по варианту I
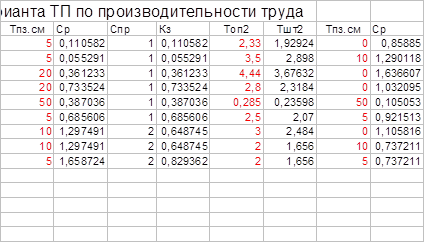 |
Рисунок 3.2 – График загрузки оборудования по варианту II
Рассчитываем критический размер партии:
Nкр = 2343 шт.,(4.9)
2343 шт.,(4.9)
Для варианта ТП с большим уровнем автоматизации характерна большая величина подготовительно-заключительного времени и меньшая сумма штучного времени.
Подготовительно-заключительное время Тпз. рассчитывают как:
Тпз =Тпз.см ×S×Др , (4.10)
где Тпз.см - подготовительно-заключительное сменное время, определяется в соответствии с инструкцией по эксплуатации и выражае т готов ность оборуд ования наначало технологического процесса (см. таблицу 4.1).
Исходя из полученных результатов, оптимальным по трудоемкости является вариант I, т.е. автоматизированный, т.к. время на изготовление изделия автоматизированным методом меньше времени изготовления изделия с помощью простейших приспособлений.
Заметим, что величина размера критической партии, полученная с помощью программы variant.exe, составляет 1947 шт., что с определенной степенью допущения можно считать приближенно равным рассчитанному выше значению.
Для наглядности построим график зависимости Тшт.кал =f(Nв ). Для этого, пользуясь формулой (4.4), найдем значения суммарного штучно-калькуляционного времени для двух сравниваемых процессов. Полученные значения приведены в таблице 4.3:
Таблица 4.3 – Результаты расчета Тшт.кал
| Nв. ,шт. | 500 | 1000 | 1500 | 2343 | 2500 | 3000 | 4000 | 5000 | 6000 | 7000 | 8000 | 9000 | 10000 | |
| I вариант ТП | Тшт.кал.1 , мин | 164 | 89 | 64 | 46 | 44 | 39 | 33 | 29 | 26 | 25 | 23 | 22 | 21 |
| II вариант ТП | Тшт.кал.2 , мин | 109 | 69 | 55 | 46 | 45 | 42 | 39 | 37 | 36 | 35 | 34 | 33,7 | 33,29 |
Логический смысл сравнения заключается в том, что вариант I с большим уровнем автоматизации имеет большую сумму подготовительно-заключительного времени ввиду сложности оборудования, однако ему соответствуют меньшие затраты штучного времени вследствие большей производительности оборудования.
Из графика видно, что при заданной программе выпуска Nв =250000 шт./год и размере критической партии Nкр =2343 шт., меньшую величину суммарного штучно-калькуляционного времени будет иметь I-ый вариант ТП. Просто размер партии будет лежать значительно правее построенных кривых на рисунке 4.3. Так значения Тшт.кал для заданной программы составят:
- для I варианта 14,65 мин.;
- для II варианта 29,45 мин.
Этот факт еще раз подтверждает правильность выбранного варианта I.
5. Проектирование участка сборки и монтажа
Высшей формой организации сборочного процесса являются автоматические и автоматизированные линии. Применение их в массовом производстве обеспечивает значительный экономический эффект. Однако поскольку производство РЭА в основном мелкосерийное и среднесерийное широкой номенклатуры, то наибольший эффект дает использование линий и участков гибкого переналаживаемого производства (ГАП), что позволяет быстро перестроить оборудование при изменениях номенклатуры выпуска, повысить качество изделий и обеспечить ритмичность выполнения заданной программы. Однако конструктивно-технологические требования к печатным платам, на которых осуществляется автоматизированная сборка РЭА и ИМС, ужесточаются по сравнению с ручной сборкой.
Для организации линии автоматизированной сборки необходимо решить следующие проблемы:
- обеспечить конструктивно-технологические требования к печатным платам под автоматизированную сборку;
- выбрать элементы, подлежащие автоматической установке на платы, и варианты их закрепления;
- выбрать автоматизированное или автоматическое технологическое оборудование для сборки и монтажа элементов на платах и скомпоновать технологическую линию;
- выбрать транспортное средство, обеспечивающее подачу элементов и деталей на сборку, перемещение объекта по позициям сборки, удаление и складирование готовой продукции.