Курсовая работа: Типы сварочных соединений
Возбуждают сварочную дугу, касаясь концом проволоки нижней кромки торца арматурного стержня. Проплавление нижней части торца стержня происходит при колебательных движениях проволоки поперек оси стержней в течение 5–15 с. Затем аналогичную операцию проплавления выполняют со вторым стержнем. Схемы перемещения конца электродной проволоки во время сварки арматуры при заполнении ванны жидким металлом показаны на рис. 5. При сварке арматуры диаметром 45 мм и более можно использовать присадку в виде металлической крупки, опилок, рубленой проволоки в количестве 25–35% от объема металла сварного шва. Для поддержания оптимальной глубины шлаковой ванны (15–20 мм) периодически порциями добавляют флюс.


Рис. 5. Схемы перемещения конца электродной проволоки (показано стрелками) при полуавтоматической ванной сварке горизонтальных стержней арматуры (форма условно не обозначена)
а – в начальный период проплавления нижних кромок торцов стержней (к – точка касания электродной проволокой торцов стержней для возбуждения дуги); б – в процессе заполнения разделки стержней; в-на заключительном этапе 1 – флюс; 2 – электродная проволока; 3 – шлаковая ванна; 4 – металл шва.
Дуговую сварку стыковых соединений вертикальных стержней под флюс, как правило, выполняют в съемных медных или графитовых формах. После возбуждения дуги конец электродной проволоки перемещают колебательными движениями по схеме, приведенной на рис. 6. После полного проплавления торца нижнего стержня во избежание подреза верхнего стержня в процессе электросварки регулируют напряжение, снимая его ступенями на 15–25% (2–4 раза). Режим ванной дуговой сварки стыковых соединений вертикальных стержней аналогичен сварке горизонтальных арматурных стержней.
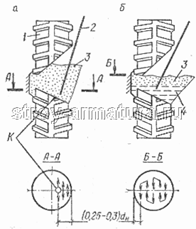
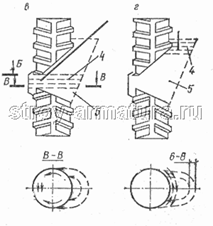
Рис. 6. Схемы перемещения конца электродной проволоки при полуавтоматической ванной сварке стержней со скосом торца нижнего стержня к сварщику (форма условно не обозначена)
а – в начальный период проплавления нижней части торца нижнего стержня; б – в процессе проплавления средней части торца нижнего стержня; в-то же, срезанного торца верхнего стержня и заплавления разделки стержней; г – на заключительном этапе
1 – арматурный стержень; 2 – электродная проволока; 3 – флюс; 4 – шлаковая ванна; 5 – металл шва.
Полуавтоматическая сварка арматуры открытой дугой голой проволокой (СОДГП) на стальной скобе-накладке
Полуавтоматическую сварку арматуры открытой дугой голой проволокой (СОДГП) применяют для сварки соединений вертикальных и горизонтальных стержней при установке арматуры монолитных железобетонных конструкций и в монтажных условиях. Эта сварка арматуры многослойная и производится с помощью легированной сварочной проволоки диаметром 1,6 и 2 мм марок Св-20ГСТЮА и Св-15ГСТЮЦА. Сборку стыковых соединений арматурных стержней ведут на остающихся стальных желобчатых накладках. Накладки эти крепятся к арматурным стержням двумя прихватками.
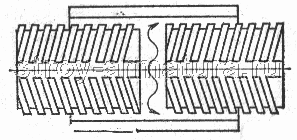
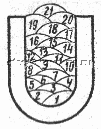
Рис. 7. Техника наплавки многослойных швов при дуговой сварке арматуры открытой дугой голой проволокой горизонтальных соединений стержней (цифры указывают порядок наплавки слоев)
При сварке горизонтальных стержней арматуры используют легирующую проволоку диаметром 2 мм. Последовательность и схема перемещения проволоки при заполнении разделки показана на рис. 7.
В процессе заплавлення разделки возможен перегрев арматурных стержней. Во избежание этого рекомендуется вести последовательно дуговую сварку арматуры двух-трех соединений. В этом случае разделку первого стыка заплавляют на 60–70% его объема после чего переходят на второй стык, а затем на третий. Заполнив наплавленным металлом третий стык на 60–70% объема вновь переходят на первый стык, заполняют все его плавильное пространство наплавленным металлом и в той же последовательности заваривают остальные стыки. Заканчивают электросварку стыка путем наплавки двух фланговых швов с катетом 8–12 мм. Стыки вертикальных стержней арматуры сваривают так же как и горизонтальных. После заплавлеиия стыкового пространства фланговые швы накладывают в направлении сверху вниз. Последовательность накладки сварных швов показана на рис. 8.
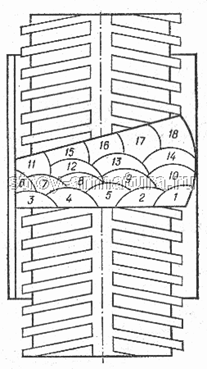
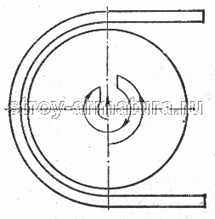
Рис. 8. Техника наплавки многослойных швов при сварке арматуры открытой дугой голой проволокой вертикальных соединений стержней (цифры указывают порядок наплавки слоев)
При указанных способах сварки арматуры открытой дугой голой проволокой (СОДГП) для горизонтальных и вертикальных стержней рекомендуются следующие классы арматурных сталей (в скобках указан диаметр стержней в мм): А-1 (20–40), А-2 (20 – 80), А-3 (20–40), Ат-3С (20–22), Aт-4C (20–28). Отношение диаметров арматурных стержней (меньшего к большему) должно находиться в пределах 0,5–1,0. Стали класса Ат-3С и Aт-4C следует сваривать на удлиненной до 4d скобе-накладке.
Проволока для механизированной дуговой сварки арматуры
При механизированной сварке под флюсом, в защитных газах и без дополнительной защиты, самозащитной проволокой и для сварки с принудительным формированием шва используют электродную проволоку сплошного сечения и трубчатую (порошковую), представляющую собой стальную круглого сечения оболочку, наполненную порошком. Для сварки углеродистых и низколегированных конструкционных сталей в защитных газах применяют следующие марки электродной проволоки: Св-08ГС, Св-12ГС, Св-08Г2С, Св-08ГСМТ. Для сварки многослойными швами без дополнительной защиты низкоуглеродистых, среднеуглеродистых и низколегированных сталей применяют легированную электродную проволоку марок Св-15ГСТЮЦА и Св-20ГСТЮА.
Порошковую проволоку используют как для сварки, так и для наплавки. Для изготовления порошковой проволоки применяют ленту из низкоуглеродистой стали марки 08КП холодного проката. В настоящее время промышленность выпускает пять типов порошковой проволоки (рис. 9) диаметром 1,2–3,6 мм.
 порошковая проволока простого сечения с одной продольной щелью
порошковая проволока простого сечения с одной продольной щелью
 порошковая проволока простого сечения с двумя продольными щелями
порошковая проволока простого сечения с двумя продольными щелями
 порошковая проволока сложного сечения с одним заформованмым концом стальной ленты
порошковая проволока сложного сечения с одним заформованмым концом стальной ленты
 порошковая проволока сложного сечения с двумя заформованными концами стальной ленты
порошковая проволока сложного сечения с двумя заформованными концами стальной ленты
 порошковая проволока трубчатого сечения без продольной щели
порошковая проволока трубчатого сечения без продольной щели
Рисунок 9. Сечение порошковой проволоки разных типов.
Для дуговой сварки низкоуглеродистых, низколегированных и среднелегироваиных сталей в зависимости от способа сварки применяют различные виды и марки порошковой проволоки: самозащитные проволоки общего назначения марок ПП-АН1, ПП-АН7, ПП-2ДСК; проволоки общего назначения для сварки в углекислом газе марок ПП-АН8, ПП-АН21; самозащитные проволоки для сварки с принудительным формированием шва, например марок ПП-АН15, ПП-АН19Н, ПП-2ВДСК; проволоки для сварки в углекислом газе с принудительным формированием шва марок ПП-АН5 и ПП-АНЗС.
Контактная точечная сварка арматуры