Курсовая работа: Токарно-винторезный станок модели 1м63
Большое разнообразие работ, выполняемых на токарных станках, обусловливает необходимость применения разнообразных токарных резцов. Основными и наиболее употребляемыми из них являются проходные (прямые и отогнутые), проходные упорные, подрезные, отрезные и расточные.
Проходные или обдирочные резцы (рис. 9а и в ) используются для предварительной обточки и подрезания деталей, во время которых снимается наибольшая часть припуска. Поэтому проходные резцы имеют такую форму, при которой обеспечивается наибольшая производительность станка. Шероховатость обработанной поверхности, а также соблюдение точных размеров детали при этом имеют второстепенное значение.
Упорные резцы (рис. 9б) применяются для окончательной отделки деталей. Припуски, которые снимаются в данном случае, обычно невелики. Основное требование, предъявляемое к чистовому резцу, – это обеспечение требуемой чистоты обработанной поверхности (малой ее шероховатости).
Подрезные резцы используются для обработки торцовых поверхностей. Для этих целей используются также проходные отогнутые резцы (рис. 9в).
Отрезные резцы (рис. 9г) служат для отрезания от прутков требующихся кусков материала. При отрезании необходимо обеспечить возможно меньшую потерю материала, поэтому отрезные резцы делают узкими (с малой протяженностью длины режущей кромки), вследствие чего они получаются непрочными, часто ломаются и работа с ними требует большой осторожности и умения.
Расточные резцы (рис. 9д) применяются для растачивания различных отверстий, выемок, и т.д. Размеры расточного резца (поперечное сечение и длину стержня) выбирают в соответствии с размерами обрабатываемого отверстия.
Кроме перечисленных, при токарной обработке используются прорезные , фасонные , резьбовые и некоторые другие резцы более или менее специального назначения.
Современное автоматизированное производство предъявляет к режущему инструменту такие требования, как надежность, точность, приспособленность к автоматизации. Этим требованиям отвечает сборный инструмент с механическим креплением режущих пластин. Замена составного, в частности напайного инструмента, сборным является одной из важнейших тенденций развития технологии в машиностроении.
Отличительные особенности конструкции современных инструментов можно свести к следующему:
– использование в качестве режущих элементов механически закрепляемых многогранных неперетачиваемых пластин (МНП);
– применение при изготовлении инструмента МНП из твердого сплава, режущей керамики и сверхтвердых синтетических материалов (СТМ);
– повышение точности исполнительных размеров формы и взаимного расположения как рабочих, так и крепежных поверхностей и режущих элементов;
– особое конструктивное исполнение присоединительных мест инструментов;
– разработка различных модульных систем инструментов.
Реализация высоких потенциальных возможностей станков с ЧПУ и достигаемая производительность в значительной мере зависят от правильно выбранного режущего инструмента, отвечающего особым требованиям, предъявляемым условиями автоматической обработки на станках с ЧПУ.
Многогранные неперетачиваемые пластины
Твердые сплавы, режущая керамика и сверхтвердые инструментальные материалы являются основными материалами, используемыми для оснащения режущей части инструментов в автоматизированном производстве, в том числе на станках с ЧПУ и ГПС. На универсальном оборудовании в настоящее время широко используются резцы с напайной рабочей частью, либо целиком изготовленные из инструментального материала. Для автоматизированного оборудования применение напайного инструмента нерационально из-за больших потерь времени на его замену.
Новый подход, характерный для организации инструментального обеспечения современного металлообрабатывающего оборудования, заключается в применении многогранных неперетачиваемых пластин, механически закрепляемых на корпусах режущих инструментов. Создание МНП позволило сделать качественный скачок в развитии инструмента.
Во-первых, инструменты с механическим креплением МНП не требуют заточки, так как геометрия инструмента обеспечивается формой пластинки и ее соответствующей установкой в корпусе, а после затупления пластина поворачивается новой режущей кромкой. Исключение переточки уменьшает время на замену инструмента, повышает качество инструмента, так как уменьшается возможность появления трещин. Во-вторых, появляется возможность многократного использования державки инструмента, что позволяет повысить качество и точность изготовления державок, применить термообработку, антикоррозийные и декоративные покрытия, совершенствовать конструкции державок и корпусов. В-третьих, отсутствие пайки исключает возможность появления напряжений и микротрещин, что повышает срок службы пластин. В-четвертых, сокращаются потери вольфрама, тантала, титана и кобальта за счет вторичного использования твердосплавных пластин. В-пятых, появляется возможность эффективного применения для инструментов режущих материалов, которые плохо поддаются пайке (безвольфрамовые твердые сплавы и режущая керамика).
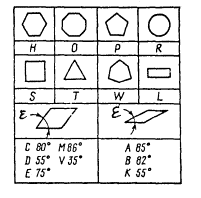
Основные виды МНП и система их обозначений
Многогранные твердосплавные пластины подразделяются на режущие ГОСТ 19642–80 и ГОСТ 24257–80, опорные (ГОСТ 19073–80… ГОСТ 19083–80, ГОСТ 24254–80) и стружколомы (ГОСТ 19084–80, ГОСТ 19085–80).
|
Рисунок 11 (а) |
Рисунок 11 (б) |
Первая группа непосредственно участвует в процессе резания обрабатываемого материала, вторая служит опорой для пластин первой группы, обеспечивает их более точное базирование и увеличивает общий срок службы державки. Стружколомы позволяют дробить стружку, когда это невозможно сделать другими способами.
|
Рисунок 11 (в) |
К-во Просмотров: 3342
Бесплатно скачать Курсовая работа: Токарно-винторезный станок модели 1м63
|