Курсовая работа: Цех по производству преформ из полиэтилентерефталата для розлива напитков
Диапазон температур вязко-эластичности важен для двухстадийного выдува, в процессе которого возникает напряжение, приводящее к деформации материала до точки деформационного упрочнения. В результате получается однородная толщина стенок бутылок. Напряжение в материале, вызванное деформацией, зависит как от температуры, так и от скорости деформации. Чем выше деформация, тем выше напряжение, ограниченное максимальным коэффициентом растяжения. Чем выше температура деформации, тем ниже напряжение, что приводит к максимальному коэффициенту растяжения.
В оптимальном процессе растяжения достигается правильный баланс между температурой, скоростью растяжения и допустимым коэффициентом растяжения, который находится за точкой деформационного упрочнения, но перед точкой разрыва молекулярной цепочки. Процесс растяжения вызывает деформационное упрочнение, которое приводит к тому, что прочность материала в каждой точке готового изделия выше его исходной прочности. Чем шире диапазон температур, тем легче и последовательнее процесс, определяющий рабочий диапазон двухстадийного выдува, в результате которого возникает двухосная ориентация материала.
Напряжение вызывает структурное выравнивание молекул в ПЭТ, а затвердевание во время охлаждения материала ниже температуры стеклования и наделяет ПЭТ особыми свойствами. Это выравнивание и называется ориентацией. Ориентация частично обратима и вызывает увеличение плотности, тем самым, больше похожа на кристаллизацию под действием температуры. Однако эффект ориентации иной - молекулярная структура изменяется, обеспечивая другие свойства бутылки. Ориентация, вызванная механическим способом, используется для достижения некоторого уровня кристаллизации. Свойства механически вызванной ориентации и кристаллизации, вызванной температурой, существенно отличаются.
Кристаллизация ПЭТ является результатом воздействия высоких температур, которые выше температуры высокоэластичности ПЭТ. Однако часто этот диапазон температур может перекрываться в зависимости от сорта полимера, делая процесс более деликатным, - материал может начать кристаллизоваться во время повторного нагрева до достижения температуры высокоэластичности. Максимальная скорость кристаллизации достигается обычно при температуре около 160 °С. Этот экзотермический процесс можно наблюдать на дифференциальной калориметрической кривой (рис. 1.2). Он необратим, если материал переходит в область температуры плавления.
Кристаллизация сополимеров обычно отличается от кристаллизации гомополимеров, при этом поведение самих сополимеров также различается. Процесс кристаллизации инициируется центрами нуклеации (зародышеобразования). Кристаллизация распространяется от этих центров, образуя много маленьких кристаллов или немного больших. Агенты нуклеации добавляются к материалу для увеличения скорости кристаллизации, а ингибиторы, наоборот, замедляют этот процесс. Качество ПЭТ безусловно очень важно, но также важна цена модификации полимера.
Выше температуры плавления ПЭТ не прочный материал и легко деформируется. Распад макромолекулярных цепочек начинается при температуре около 300 о С, а при температуре выше 350 о С ПЭТ полностью разрушается. Лучшим условием считается, когда технологический процесс происходит при температуре выше температуры плавления или максимально приближен к ней. При плавлении ПЭТ выделяет ацетальдегид (АА), который образуется в результате процесса деградации части молекулярной цепочки. Он может собираться внутри материала и выходить наружу со временем. Это может придавать привкус продукту, расфасованному в ПЭТ-упаковку, которая изготовлена из преформы с высоким содержанием АА.
Влага, адсорбированная ПЭТ, также влияет на деградацию молекулярной цепочки. Поэтому необходим тщательный контроль за хранением полимера, преформ и бутылок. Рекомендуемые условия хранения: температура 20 °С и влажность менее 60 %. Преформы, которые хранятся больше трех месяцев, начинают стареть, что приводит к изменению их свойств. Готовые бутылки следует хранить не больше недели.
1.4 Ацетальдегид и его влияние на свойства ПЭТ
Ацетальдегид (АА) — вещество, выделяемое в небольших количествах при плавлении ПЭТ. АА способен к диффузии из стенок бутылок и влияет на вкус напитков, поэтому необходимо контролировать его выделение во время производства преформ. АА выделяется при полимеризации ПЭТ в расплаве и переходит в твердое аморфное состояние при охлаждении и грануляции. Частично АА выделяется во время твердофазной полимеризации, и в исходных гранулах может оставаться до 1,5 ррm (миллионной доли) ацетальдегида. Такое же количество АА выделяется при выдуве ПЭТ, а при литье выделяется больше АА. Образование АА не связано со сколько-нибудь заметной потерей внутренней вязкости, а является следствием перехода АА из твердого раствора в газообразное и/или жидкое состояние при высоких температурах. Это означает, что количество выделенного АА может быть уменьшено, если выбрать оптимальные условия литья, то есть минимизировать температуру. Поэтому необходимо обеспечивать:
• низкую температуру цилиндра;
• минимизировать скорость шнека, противодавление, скорость впрыска — все факторы, приводящие к дополнительному диссипативному выделению тепла;
• минимизировать время плавления (чем меньше время, тем лучше), так как чем больше ПЭТ находится при повышенной температуре, тем больше выделяется АА.
2. ВЫБОР И ОБОСНОВАНИЕ СПОСОБА ПРОИЗВОДСТВА
Выбор способа производства определяется, прежде всего, по конструкторскому оформлению изделия (погонажные и штучные) и по свойствам выбранного полимерного материала.
В проектируемом производстве используется ПЭТ для производства преформ. ПЭТ можно перерабатывать как экструзией, так и литьем под давлением. Литьем под давлением производят штучные изделия, а экструзией погонажные. Получение преформ может проходить при одностадийной и двухстадийной схемах.
Одностадийная схема - изготовление при помощи инжекционно-литьевой машины специальных заготовок, называемых преформами. После чего преформы, минуя станции охлаждения, подаются на выдув.
Такая схема позволяет экономить энергию и сокращает потребность в упаковочных материалах. Недостатками этой схемы является то, что производительность выдувного оборудования лимитируется производительностью инжекционно-литьевой машины, при неполадках останавливается все производство, требуются значительно большие площади под оборудование и склады готовой продукции, так как конечным продуктом одностадийной схемы производства является бутылка, которая по своим размерам и объему значительно превышает размеры преформ. Также недостатком данной схемы производства является большое количество отходов (до 35%).
При двухстадийной схеме производство преформ и бутылок между собой не связано. Преформы производятся специализированными предприятиями и реализируют на рынок самостоятельный товар. При двухстадийной схеме остается меньше производственного брака, а следовательно, затрачивается гораздо меньше сырья /3/.
Следовательно, для переработки ПЭТ подходит литье под давлением с использованием двустадийной схемы производства.
Литье под давлением является наиболее распространенным в переработке большинства промышленных термопластов. Его, но несравненно реже, используют также для изготовления деталей из некоторых разновидностей реактопластов. К основным достоинствам литья под давлением относятся: универсальность по видам перерабатываемых пластиков, высокая производительность в режиме автоматизированного процесса, высокая точность получаемых изделий, возможность изготовления деталей весьма сложной геометрической формы, недостижимой при использовании любых других технологий. Кроме того, литьем под давлением производят изделия армированные, гибридные, полые, многоцветные, из вспенивающихся пластиков и др. Метод позволяет формовать изделия массой от долей грамма до десятков килограммов. Известны примеры производства литьем под давлением деталей механизмов ручных часов (масса 0,006 г), оконных блоков и даже фрагментов ванных комнат с установленной арматурой (масса до 150 кг). Органической особенностью метода является его цикличность, что, в общем, сдерживает производительность этого процесса, по сравнению с непрерывными технологиями.
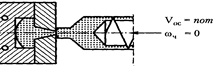
Принципиально, суть технологии литья под давлением состоит в следующем. (рис. 2.1.) Расплав полимера подготовлен и накоплен в материальном цилиндре литьевой машины (в данном случае - червячного типа) к дальнейшей подаче в сомкнутую форму (позиция а). Далее, материальный цилиндр смыкается с узлом формы, а пластикатор (в данном случае - невращающийся червяк) осевым движением со скоростью Voc перемещает расплав в форму (позиция б). В результате осевого движения червяка форма заполняется расплавом полимерного материала, а пластикатор смещается в крайнее левое (на рисунке 2.1 позиция в). Далее расплав в форме застывает (или отверждается - в случае реактопластов) с образованием твердого изделия (позиция г). Материальный цилиндр продолжает оставаться в сомкнутом с системой формы положении. В этой ситуации червяк начинает вращаться, подготавливает и транспортирует расплав в переднюю зону материального цилиндра и при этом отодвигается назад. После накопления требуемого объема расплава вращение червяка прекращается. Он занимает исходное к дальнейшим действиям положение. После завершения процесса затвердевания (отверждения) пластмассы форма размыкается, и изделие удаляется из нее (позиция д).
Для облегчения съема изделия материальный цилиндр может к этому моменту отодвинуться от узла формы. Далее цикл литья под давлением повторяется.
а)

б)

в)
