Курсовая работа: Вибір і проектування інструментальної оснастки
8330![]() 2045
2045![]() 12499
12499
1.6 Вибір типорозміру різальних інструментів
З урахуванням виду обробки, типу інструмента, параметрів різальної частини, і габаритів, визначених за умовою міцності, призначаються типорозміри стандартних металорізальних інструментів. Дані заносимо у таблицю 1.6
Таблиця 1.6. – Вибір типорозміру інструментів
№ повер. | Тип інструмента | Матеріал різальної частини інструмента | Основні розміри інструменту, мм | Шифр інструмента ГОСТ |
| 1 | 2 | 3 | 4 | 5 |
| 1 | Токарний прохідний відігнутий різець з пластиною із твердого сплаву | ВК8 | Н=25, B=20, L=140, m=10, a=10, r=15 | ГОСТ 18868-73 |
2,11,12, 13,14,15, 20,21 | Фасонний | Р18 | Н=100, B=45, L=56,07, r=1 | |
| 3 | Токарний прохідний відігнутий різець з пластиною із твердого сплаву | ВК3 | Н=25, B=20, L=140, m=10, a=10, r=15 | ГОСТ 18868-73 |
| Токарний прохідний відігнутий різець з пластиною із твердого сплаву | ВК8 | Н=25, B=20, L=140, m=10, a=10, r=15 | ГОСТ 18868-73 | |
| Токарний прохідний відігнутий різець з пластиною із твердого сплаву | ВК8 | Н=25, B=20, L=140, m=10, a=10, r=15 | ГОСТ 18868-73 | |
| Шліфувальний круг ПП | 24А | D=450, H=63 | ГОСТ 2424-83 | |
| Шліфувальний круг ПП | 24А | D=450, H=63 | ГОСТ 2424-83 | |
| 4 | Свердло спіральне з швидкоріжучої сталі з конічним хвостовиком | Р18 | D=28, L=200, l=140 | ГОСТ 10903-77 |
| Токарний розточний різець з пластинами із твердого сплаву для обробки глухих отворів | ВК3 | Н=25, B=20, L=140, m=10, a=10, r=15 | ГОСТ 18883-73 | |
| Токарний розточний різець з пластинами із твердого сплаву для обробки глухих отворів | ВК8 | Н=25, B=20, L=140, m=10, a=10, r=15 | ГОСТ 18883-73 | |
| 5 | Токарний прохідний відігнутий різець з пластиною із твердого сплаву | ВК8 | Н=25, B=20, L=140, m=10, a=10, r=15 | ГОСТ 18868-73 |
| 6 | Свердло спіральне з швидкоріжучої сталі з конічним хвостовиком | Р18 | D=28, L=200, l=140 | ГОСТ 10903-77 |
| Токарний розточний різець з пластинами із твердого сплаву для обробки глухих отворів | ВК3 | Н=25, B=20, L=140, m=10, a=10, r=15 | ГОСТ 18883-73 | |
| Токарний розточний різець з пластинами із твердого сплаву для обробки глухих отворів | ВК8 | Н=25, B=20, L=140, m=10, a=10, r=15 | ГОСТ 18883-73 | |
| 7 | Токарний розточний різець з пластинами із твердого сплаву для обробки глухих отворів ГОСТ18883-73 | ВК8 | Н=25, B=20, L=140, m=10, a=10, r=15 | ГОСТ 18883-73 |
| 8 | Свердло спіральне з швидкоріжучої сталі з конічним хвостовиком | Р18 | D=28, L=200, l=140 | ГОСТ 10903-77 |
| Токарний розточний різець з пластинами із твердого сплаву для обробки глухих отворів | ВК3 | Н=25, B=20, L=140, m=10, a=10, r=15 | ГОСТ1 8883-73 | |
| Токарний розточний різець з пластинами із твердого сплаву для обробки глухих отворів | ВК8 | Н=25, B=20, L=140, m=10, a=10, r=15 | ГОСТ 18883-73 | |
| 9 | Токарний розточний різець з пластинами із твердого сплаву для обробки глухих отворів | ВК8 | Н=25, B=20, L=140, m=10, a=10, r=15 | ГОСТ 18883-73 |
| 10 | Свердло спіральне з швидкоріжучої сталі з конічним хвостовиком | Р18 | D=28, L=200, l=140 | ГОСТ 10903-77 |
| Свердло спіральне з швидкоріжучої сталі з конічним хвостовиком | Р18 | D=28, L=200, l=140 | ГОСТ 10903-77 | |
| 16 | Токарний розточний різець з пластинами із твердого сплаву для обробки глухих отворів | ВК8 | Н=25, B=20, L=140, m=10, a=10, r=15 | ГОСТ 18883-73 |
| 17 | Свердло спіральне з швидкоріжучої сталі з циліндричним хвостовиком | Р18 | D=10, L=110, l=60 | ГОСТ 4010-77 |
| 18 | Токарний прохідний відігнутий різець з пластиною із твердого сплаву | ВК8 | Н=25, B=20, L=140, m=10, a=10, r=15 | ГОСТ 18868-73 |
| 19 | Токарний канавочний різець з кутом 60° | ВК8 | Н=25, B=20, L=140, m=10, a=10, r=15 |
2 Проектування спеціального інструмента
Для зовнішнього обточування фасонної заготовки проектуємо спеціальний інструмент – фасонний різець.
2.1 Виконаємо креслення оброблюваної деталі
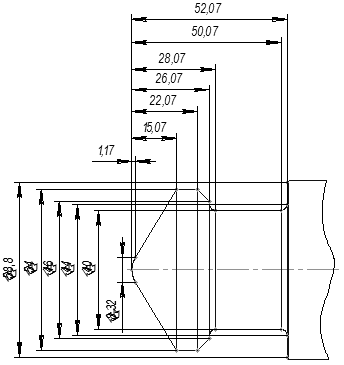
Рисунок 1 – Ескіз деталі
2.2 Призначаємо матеріал різця в залежності від матеріалу деталі
Призначаємо матеріал інструмента: матеріал корпуса різця – сталь 40Х ГОСТ 4543-71,матеріал різальної частини – швидкоріжуча сталь Р18 ГОСТ19265-73.
2.3 Призначаємо з урахуванням матеріалу різця і деталі передній кут різця в точці, яка буде обробляти найменший діаметр виробу
Передній кут призначаємо в залежності від фізико-механічних властивостей різця. За таблицею 47 ([1], стр. 136) рекомендується передній кут для обробки сталі назначати в межах 12 – 20°. Приймаємо передній кут g = 20°.
2.4 Призначаємо задній кут для тієї ж точки
Задній кут леза задають в площині, яка перпендикулярна до осі виготовляємої фасонної деталі в межах 8 – 15°.Приймаємо задній кут![]()
![]() .
.
2.5 Призначаємо розміри додаткових ріжучих кромок і розраховуємо загальну ширину різця
Розміри додаткових ріжучих кромок під підрізання і відрізання приймаємо: а=2 мм, b=2 мм,![]() .
.
Загальна ширина різця вздовж осі заготовки:
2.6 Вибираємо габаритні й конструктивні розміри різця
Габаритні й конструктивні розміри призматичного різця для найбільшої глибини профілю заготовки tmax =27 мм вибираємо з таблиці 44 ([1], стр. 133): В=45мм, Н=100мм, Е=15мм, А=60мм, F=40мм, r=1мм, d=8мм.
2.7 Визначаємо розміри С2 ,С3,С4 ,С5 ,С6 ,С7 ,С8, С9 ,С10 ,С11
Для того щоб визначити розміри С2 ,С3 ,С4 ,С5 ,С6 ,С7 ,С8, С9 ,С10 ,С11 спочатку визначаємо значення всіх А за формулами:
1. ![]()
2. А1 = r1 × cosg1 = 0 × cos20° = 0мм
3. А2 = r2 × cosg2 = 4,16 × cos0° = 4,16мм

4. А3 = А4 =r3 × cosg3 = 27× cos0° = 27мм

5. А5 =r5 × cosg5 = 23× cos0° = 23мм