Курсовая работа: Восстановление карданного вала
В качестве плазмообразующего газа можно использовать аргон, защитного газа - аргон, азот, углекислый газ. Для транспортирования порошка и защиты сварочной ванны с точки зрения технико-экономических соображений наиболее целесообразно применять технический азот. При использовании для защиты сварочной ванны углекислого газа качество наплавки ниже, чем при использовании азота: формирование валиков более грубое, деталь перегревается, и после наплавки каждого шипа необходимо охлаждение.
Плазменную наплавку крестовин выполняли на токарном станке плазмотроном конструкции ВСХИЗО, расположенным под углом 10-15° относительно вертикальной оси и смещенным с зенита на 4-6 мм по ходу наплавки.
Наплавку шипов различных крестовин диаметром 11-25 мм выполняли по винтовой линии при следующих режимах:
Сила тока, А 90-140
Напряжение, В 35-45
Скорость наплавки, см/с 1,6-1,7
Расход газа, л/мин:
плазмообразующего (аргона) 1,5-2
защитного (азота) 10-12
Расход порошка, г/мин 34-40
Плазменная наплавка крестовин на указанных режимах обеспечила толщину слоя 1,6-1,9 мм при глубине проплавления 0,4-0,6 мм. Твердость поверхности, наплавленной сплавом ПГ-УС25 + 8% Al HRC 52-56, а сплавом ПГ-С1+8% Аl HRC 46-52.
В настоящее время на ряде ремонтных предприятий крестовины восстанавливают вибродуговой наплавкой, наплавкой в среде СО2 с использованием наплавочных проволок Нп-65Г, Нп-30ХГСА (рис. ).
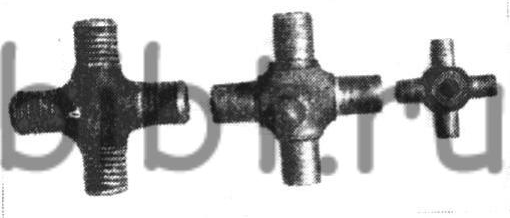
Рис. Крестовины после наплавки
В табл. приведены сравнительные данные технологического процесса восстановления крестовин автомобиля ЗИЛ-130 в в среде СО2 и плазменной наплавкой
Таблица . Технология восстановления крестовин автомобиля ЗИЛ-130
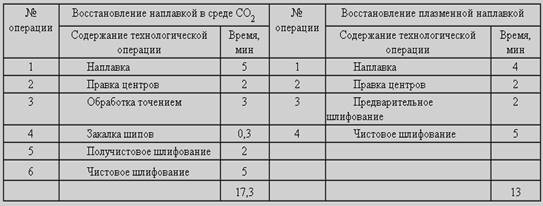
Способ восстановления крестовин плазменной наплавкой более производительный (13 мин) по сравнению с наплавкой в СО2 (17,3 мин). Припуск на механическую обработку при плазменной наплавке уменьшается в 1,5-2 раза, что позволяет экономить наплавочный металл. Ресурс восстановленных плазменной наплавкой крестовин соответствует ресурсу новых.
5.3 Процесс гальванического наращивания (железнение)
Технологический процесс нанесения гальванического покрытия предусматривает выполнение операций :
1.Подготовка и нанесение покрытия
2.Нанесение покрытия
3.Завершающая обработка после покрытия
Подготовка состоит из следующих операций
1.Механическая обработка поверхностей , подлежащих наращиванию
2.Очистка деталей от оксидов и промывка ее органическими растворами
3.Монтаж детали на подвесное приспособление и изоляция мест не подлежащих покрытию
4.Обесжиривание
5.Промывка в проточной горячей воде , а затем и холодной воде
6.Химическая или электрохимическая обработка
7.Повторная промывка в проточной воде