Курсовая работа: Выбор технологического решения женской одежды для дипломатических приемов в дневное и вечернее время
В соответствии с моделью окат рукава присборивают, сметывают или закладывают складки различных форм и т.п.
К примерке могут быть полностью обработаны вытачки, за исключением нагрудных, обработаны средний шов спинки и переда, рельефы и т.п., карманы, борта.
При обработке защипов, различных видов складок, буф, вышивки, которые располагаются на всей детали или на большей ее части, деталь к примерке выкраивают с припусками для последующей подрезки и уточнения после обработки отделочных элементов, вышивки. К примерке может быть обработана драпировка несложной формы; драпировку сложной формы закрепляют временными стежками или заметывают.
При изготовлении изделия с повторной примеркой степень готовности изделия к первой примерке аналогична вышеуказанной. К повторной примерке в изделии могут быть не втачаны рукава; не соединен лиф с юбкой, брюками или юбкой-брюками; не обработаны низ изделия, драпировка сложной формы и связанные с ней детали, вырез горловины сложной формы и др. Подкладку соединяют с изделием, если изделие обрабатывают на подкладке; в зависимости от модели (подкладка притачана к низу, имеющему сложное оформление), подкладка может быть не соединена с изделием.
К примерке юбка может быть полностью обработана за исключением ее верхнего края и низа, причем к верхнему краю приметывают пояс, корсажную ленту и др. При подготовке к примерке юбок сложных форм все соединительные и декоративные швы, а также отделочные детали могут быть не обработаны, их сметывают, приметывают.
При подготовке к примерке брюк производят при необходимости влажно-тепловую обработку; в изделиях сложных форм все соединительные и декоративные швы, а так же отделочные детали могут быть не обработаны, а их сметывают, приметывают. К примерке брюки могут быть полностью обработаны, за исключением среднего шва, верхнего края и низа.
Подготовка к примерке юбки-брюк аналогична подготовке к примерке брюк.
Подготовку к примерке комбинезона и полукомбинезона производят аналогично подготовке к примерке лифа изделий и брюк.
Подготовку к примерке платья-комбинезона производят аналогично подготовке к примерке лифа изделий и юбки-брюк.
4 Выбор методов обработки [11, 12, 13]
Выбор методов технологической обработки – это один из ответственных этапов при проектировании технологических процессов, так как именно методы обработки предопределяют качество изготовляемых изделий и экономическую эффективность технологического процесса в целом.
Выбор методов обработки производится путем анализа и сравнения различных вариантов обработки. Оценка выбранных методов производится по: экономичности, технологичности и качеству. В данной работе выбор методов технологической обработки производится не для расчета производства, а для улучшения качества обработки изделий. Выбор методов обработки произведен для модели №14.

Рисунок 15. Расположение узлов технологической обработки на модели женского костюма
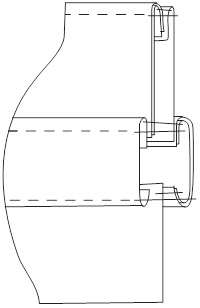
Рисунок 16. Схема технологической обработки воротника с отрезной стойкой
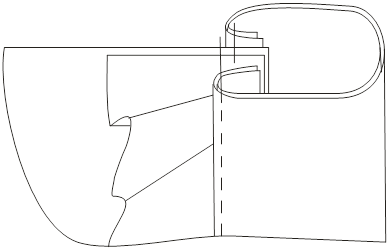
Рисунок 17. Схема технологической обработки борта планкой с оборкой
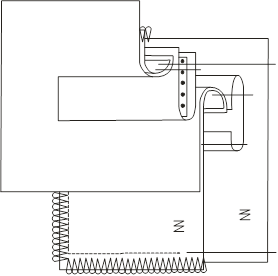
Рисунок 18. Схема технологической обработки прорезного кармана с клапаном
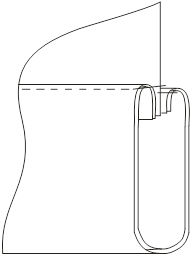
Рисунок 20. Схема технологической обработки низа рукава манжетой
5 Выбор режимов обработки и оборудования [11, 12]
Оборудование швейного производства чрезвычайно разнообразно по номенклатуре из-за различий выполняемых швейными машинами технологических операций и в зависимости от конструкции машин и принципов управления ими. С учетом назначения процесса, способа выполнения операций, а так же формы и размеров обрабатываемых изделий создаются целые виды и классы оборудования, обеспечивающие изготовление изделий с наименьшими затратами при достижении наилучшего качества.
Так как в ходе работы мы уже установили ассортимент изделий, а соответственно и технологические операции, то можно производить и выбор оборудования. Предлагаемое оборудование указано в таблице 1.
Таблица 1. Перечень швейного оборудования, выбранного для данного ассортимента
| Класс оборудования | Наименование оборудования | Назначение |
| 1 | 2 | 3 |
| 1022 М кл., 0-1022 МСИ кл. | Стачивающая одноигольная швейная машина двухниточного челночного стежка | Пошив изделий пальтово-костюмного и платьево-блузочного ассортимента из различных материалов |
| 851 кл. | Швейная машина трехниточного цепного стежка краеобметочной строчки | Обметывание срезов деталей из костюмных и плательных тканей |
| 2222 кл. | Швейная машина однониточного цепного стежка выметочной строчки | Выметывание клапанов, хлястиков, бортов, лацканов, воротников |
| 85 кл. | Швейная машина однониточного цепного стежка потайной строчки | Выполнение подшивочных операций (толщина материалов 0,2 – 1,0 мм) |
| 25-1кл., ПМЗ | Полуавтомат | Изготовление прямых петель с двумя закрепками |
| 62761-РЗZ кл. «Минерва» | Полуавтомат | Изготовление фигурных петель с глазком и закрепкой |
| 895 кл. | Полуавтомат | Для пришивания пуговиц |
| 596 кл. | Полуавтомат | Для изготовления прорезных карманов |
Материалы изделий перед раскроем должны быть продекатированы, кроме материалов из искусственных (ацетатных, триацетатных) и синтетических (полиамидных, полиэфирных и т.п.) волокон, а также материалов из различных волокон с металлической или металлизированной нитью, которые в результате декатирования теряют внешний вид. Декатирование производят утюгом, причем материалы верха и подкладки декатируют через увлажненный проутюжильник, не допуская изменения внешнего вида.
Перед выполнением влажно-тепловой обработки удаляют меловые линии. ВТО изделий производят с лицевой стороны с использованием проутюжильника или с изнаночной – без него. Утюжильную обработку швов с изнаночной стороны, в основном в изделиях из шерстяных и полушерстяных материалов производят через проутюжильник.
Приутюживание краев деталей и заметанных участков производят в два приема во избежание появления трудноудаляемых следов от стежков выметывания, заметывания, особенно на материалах, содержащих синтетические, искусственные волокна и трикотажных полотнах – шерстяных и синтетических. Вначале края ?