Курсовая работа: Взаимозаменяемость, допуски и посадки
- для вала – наружное точение тонкое (алмазное)
6. Выбираем средства измерения.
Для отверстия:
![]() .00, IT = 54 мкм –
.00, IT = 54 мкм –
Нутромер индикаторный с точностью отсчета 0,01 мм, на нормируемом участке шкалы в 0,1 мм, ![]() .
.
Для вала
![]() , IT =54 мкм - Микрокатр типа ИГП с ценой деления 0,005 (±0,15 мм),
, IT =54 мкм - Микрокатр типа ИГП с ценой деления 0,005 (±0,15 мм), ![]() .
.
7. Строим схему полей допусков соединения
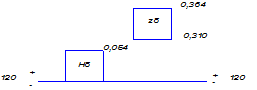
Рисунок 1.1 – Схема допусков соединения
8. Чертим эскизы соединения и его деталей
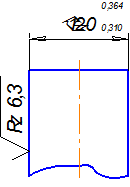
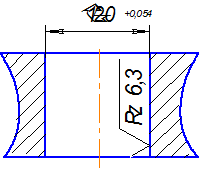
а) б)
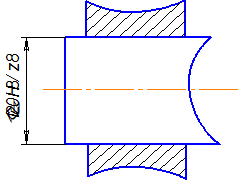
в)
Рисунок 1.2 – Эскизы соединения и его деталей: а - вал, б - отверстие,
в- полное соединение
Задание 2. Расчет количества групп деталей для селективной сборки соединения требуемой точности
Исходные данные
1. Соединение технологическое, заданное номинальным размером и полями допусков деталей по возможностям изготовления - ![]() .
.
2. Точность соединения (эксплуатационного), заданная групповым допуском посадки (зазора), требуемое по условиям функционирования соединения - ![]() мкм .
мкм .
Выполнение работы
1. Определить значения допусков, предельных отклонений и предельных размеров вала и отверстия.
По таблице П4/4 определяем верхнее и нижнее предельное отклонения для отверстия.
ES = +87 мкм; EI =0 мкм.
По таблице П8/4 определяем верхнее и нижнее предельное отклонения для вала.
es = -36 мкм; ei =-123 мкм.
Наибольший предельный размер для отверстия:
![]() (2.1)
(2.1)