Курсовая работа: Зміст технології поверхневого зміцнення сталевих виробів
Наплавлення газовим полум'ям, електричною дугою, плазмою, лазерним променем, пучком іонів
5. Зміцнення зміною шорсткості поверхні
6. Зміцнення зміною структури всього об'єму металу
Термічна обробка при позитивних температурах
Криогенна обробка
При всій умовності такої класифікації вона дозволяє вибрати принципові напрями, процеси і методи зміцнюючої обробки залежно від вихідних вимог до працездатності виробу. У необхідних випадках нею можна скористатися як інструментом для створення нових, оригінальних технологічних процесів шляхом комбінування і переміщення методів і умов виконання відомих способів [4Евдокимов , с.7-9].
Розділ 2. Технології поверхневого зміцнення сталевих виробів
2.1 Зміцнення поверхні методом пластичної деформації
Ефективними способами зміцнення поверхневого шару є дробоструйна обробка, що дозволяє опрацьовувати сталеві деталі на глибину до 0,7 мм, і обкатка поверхні роликами на глибину до 15 мм. При цьому відбувається наклепання поверхні деталі, що дозволяє підвищити її втомну міцність без зміни матеріалу і режиму термічної обробки. Наклепанню піддають готові деталі, що пройшли механічну і термічну обробку.
При дробоструйної обробці на поверхню деталей із спеціальних дробометів з великою швидкістю направляють потік сталевого або рідше чавунного дробу діаметром 0,5-1,5 мм. Удари дробу викликають пластичну деформацію поверхневого шару, унаслідок чого він стає твердішим. У нім створюється залишкова напруга стискування, і тим самим підвищується втомна міцність. Якщо в поверхневому шарі присутній залишковий аустеніт, то завдяки наклепанню відбувається його фазове перетворення з утворенням мартенсіту, що додатково збільшує твердість і зносостійкість. Завдяки дробоструйній обробці згладжуються дрібні поверхневі дефекти, що є концентраторами напруги. Дробоструйній обробці піддають поверхню ресор і пружин, зубчастих коліс, ланок гусениць, гільз і поршнів. В результаті дробоструйної обробки межа витривалості ресор збільшується в 1,5 разу і у декілька разів зростає їх довговічність. Обкатку роликами проводять за допомогою спеціальних пристосувань на звичайних токарних або строгальних верстатах. Тиск на ролики здійснюється гідравлічно або за допомогою пружин. Обкатку роликами застосовують для обробки шийок валів, осей залізничних вагонів, колінчастих валів і інших деталей. Окрім зміцнення обкатка підвищує чистоту оброблюваної поверхні.
2.2 Поверхневе гартування
Поверхневе гартування полягає в нагріві поверхневого шару сталі вище Ас3 з подальшим охолоджуванням для здобуття високої твердості і міцності в поверхневому шарі деталі у поєднанні з в'язкою серцевиною.
Висока швидкість високочастотного нагріву (сотні градусів в секунду) обумовлює зсув фазових перетворень на ділянку вищих температур. Отже, температура високочастотного гартування має бути вище за температуру гартування при звичайному пічному нагріві і тим вище, чим більше швидкість нагріву і грубіше за виділення надлишкового фериту в доевтектоїдних сталях. Наприклад, сталь 40 при пічному нагріві гартують з температур 840-860 °С, при індукційному нагріві із швидкістю 250 °С/с - з температур 880-920 °С, а при швидкості нагріву 400 °С/с - з 930-980 °С.
Нагрівання під гартування виробляють струмами високої частоти (ТВЧ) - найбільш поширеним способом, в розплавлених металах або солях, полум'ям газових або киснево-ацетиленових пальників, а також лазерним випромінюванням.
При нагріванні ТВЧ магнітний потік, що створюється змінним струмом, що проходить по провідникові (індуктору), індукує вихрові струми в металі деталі, поміщеної усередині індуктора (рис.2.1).
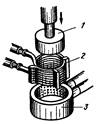
Рис.2.1 Поверхневе гартування з нагрівом струмами високої частоти: 2 - гартована деталь; 2 - індуктор; 3 - охолоджувач
Форма індуктора відповідає зовнішній формі виробу. Індуктор є мідними трубками з циркулюючою усередині водою для охолоджування. Швидкість нагріву залежить від кількості теплоти, що виділилася, пропорційної квадрату сили струму і опору металу.
Щільність струму по перетину деталі нерівномірна, по поверхні вона значно вища, ніж в серцевині. Основна кількість теплоти виділяється в тонкому поверхневому шарі. Глибина проникнення струму в метал залежить від властивостей металу, що нагрівається, і назад пропорційна квадратному кореню з частоти струму. Чим більше частота струму, тим тонше виходить загартований шар. Зазвичай застосовують машинні генератори з частотою 500-15000 Гц і лампові генератори з частотою до 106 Гц. При використанні машинних генераторів товщина загартованого шару складає 2-10 мм, лампових, - від десятих доль міліметра до 2 мм.
Після нагріву в індукторі деталь охолоджують за допомогою спеціального пристрою, що охолоджує. Через наявні в нім отвори на поверхню деталі розбризкується рідина, що охолоджує.
Структура загартованого шару складається з мартенсіту, а перехідної зони - з мартенсіту і фериту. Глибинні шари нагріваються до температур нижче критичних і при охолоджуванні не зміцнюються. Для підвищення міцності серцевини перед поверхневим гартом деталь інколи піддають нормалізації або поліпшенню. Нагрів триває зазвичай до 10 С, причому швидкість нагріву складає 100-1000 °С/с.
Перевагами поверхневого гарту ТВЧ є регульована глибина загартованого шару; висока продуктивність і можливість автоматизації; відсутність зневуглецювання і окалиноутворення, мінімальне викривлення деталі. До недоліків відносяться висока вартість індуктора (індивідуального для кожної деталі) і, отже, мала застосовність ТВЧ до умов одиничного виробництва.
Для поверхневого гарту застосовують зазвичай вуглецеві стали, такі, що містять близько 0,4 % С. Глибока прожарюванність при цьому методі не використовується, тому леговані сталі зазвичай не застосовують. Після гартування проводять низьку відпустку при 200°С або навіть самовідпуск. Після гартування і відпустки твердість сталі 45-55 HRC на поверхні і 25-30 HRC в серцевині.
Високочастотному гартуванню піддають шийки колінчастих валів, кулачкових валів, гільзи циліндрів, поршневі пальці, деталі гусениць, пальці ресори і так далі. Вибір товщини зміцнюваного шару залежить від умов роботи деталі. Якщо від деталі вимагається лише висока зносостійкість, товщина зміцнюваного шару складає 1,5-3 мм, в разі високих контактних навантажень і можливого перешліфовування оптимальна товщина зростає до 5-10 мм.
Для поверхневого гартування може використовуватися нагрів лазером. Це дозволяє уникнути необхідності виготовлення індивідуальних індукторів. Лазери - це квантові генератори оптичного діапазону, в основу роботи яких покладено посилення електромагнітних коливань за рахунок індукційного випромінювання атомів (молекул). Лазерне випромінювання поширюється дуже вузьким пучком і характеризується високою концентрацією енергії. Джерелами випромінювання, що генерується, служать тверді тіла (рубіни, алюмінієві граніти, ітрій, стекла) і гази (Не, Ne, Аr, СО2).
Під дією лазерного випромінювання поверхня деталей за короткий проміжок часу (10-3-10-7 ч) нагрівається до високих температур. Після припинення опромінення нагріті ділянки швидко охолоджуються завдяки інтенсивному відведенню теплоти холодними об'ємами металу. Відбувається гартування тонкого поверхневого шару.
Лазерна обробка поверхні сталевих деталей істотно збільшує їх зносостійкість, межу витривалості при вигині і межу контактної витривалості. Лазерна обробка - перспективний метод поверхневого зміцнення виробів складної форми, що працюють в умовах зносу і втомного вантаження.
Фахівцями [11Шевченко , с.88] встановлено, що лазерна обробка наводить до істотного збільшення стійкості сталевих виробів. Так, наприклад, стійкість виробів із сталі 1Х18Н9Т після лазерної обробки зростає ~ у 2,5 разу. А зміцнення поверхневого шару покриттям з МОС завтовшки δ покр = 5-7мкм збільшує їх стійкість в ~ 10 разів. Швидкість повзучості при цьому зменшується від ε = 0, 035мин-1 до ε = 0, 0034мин-1 .
2.3 Хіміко-термічна обробка сталі
2.3.1 Загальні відомості
Хіміко-термічною обробкою (ХТО) називають процес, що поєднує в собі поверхневе насичення сталі тим або іншим елементом при високій температурі і термічну дію, в результаті яких відбувається зміна хімічного складу, мікроструктури і властивостей поверхневих шарів деталей.
Хіміко-термічна обробка включає цементацію, азотування, ціанування, алітування, силіціювання і так далі Насичення поверхневого шару відбувається при нагріві деталі до певної температури в середовищі, що легко виділяє елемент, що насичує, в активному стані, і витримці при цій температурі. Середовища, що виділяють елемент, що насичує, можуть бути газоподібними, рідкими і твердими.
На відміну від поверхневого гарту при хіміко-термічній обробці різниця у властивостях досягається зміною не лише структури металу, але і його хімічного складу. ХТО не залежить від форми деталей. Вона забезпечує здобуття зміцненого шару однакової товщини по всій поверхні. ХТО дає істотнішу відмінність у властивостях поверхні і серцевини деталей. ХТО змінює хімічний склад і структуру поверхневого шару, а поверхневе гартування - лише структуру. В той же час ХТО поступається поверхневому гартуванню по продуктивності.
Основні елементарні процеси будь-якого вигляду хіміко-термічної обробки наступні: