Лабораторная работа: Изготовление контейнера для деталей по эскизу
Свариваемость хорошая, так как эта марка стали не закаливается и не дает трещин при любых условиях и любых видах сварки.
Назначение:
Сталь конструкционная для изготовления сварных конструкций.
2.3 Технология изготовления
2.3.1 Деталировка изделия
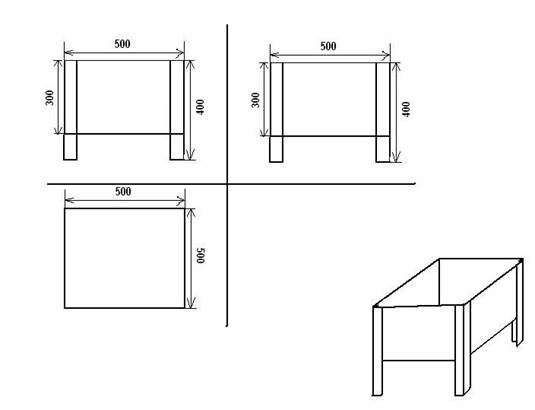
Эскиз конструкции: Толщина (б) металла 2,0 мм
| № | Наименование детали | Размеры детали | Количество штук | Масса одной детали | Общая масса |
| 1 | Днище | 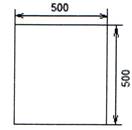 | 1 | 3,9 кг | 3,9 кг |
| 2 | Стенка | 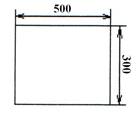 | 4 | 3,7 кг | 14,8 кг |
| 3 | Уголок |  | 4 | 7,4 кг | 14,8,кг |
S=a x b
S = 30 x 40 = 1.200 + 1200 = 2400 см
m= 2500 x 0,2 x 7,8 = 3,9
Sстен = 30 x 50 = 80
m = 2400 x 0,2 x 7,8 = 3,7
Sугол = 0,3 x 4 x 4 = 4,8
mугол =4,8 x 0,2 x 7.8 = 7.4
m1 = m2 +m3 = 3,9 + 14,8 = 33,5
Кран для изготовления конструкции не нужен.
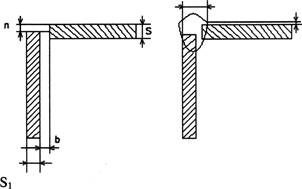
2.3.2 Типы швов
Стенки между собой и с днищем свариваются угловым швом углового cсоединения типа У4 по ГОСТу 5264-80.
| п = | 0.1 см |
| b= | 1мм |
| S = | 5 мм |
| S1 = | 1 мм |
2.3.3 Заготовительные работы
Чистка - удаление загрязнений и ржавчины с поверхности металла.
Листовой прокат, а также заготовки под сварку можно очистить с помощью пескоструйного аппарата.
Правка - устранение деформаций. Ее проводят в холодном состоянии, раничивая относительное остаточное удлинение наиболее деформированных участков величиной около 1% или радиусом изгиба, равным 50 толщинам листа.
Лист для заданной конструкции нужно править на листоправильных вальцах.
Разметка - нанесение линий контура. Выполняю вручную, с помощью чертилки, линейки и угольника.
Вырезка - получение заготовки вырезанной по разметке.
Резку листовых деталей с прямолинейными кромками из металла толщиной 40 мм, проводят на гильотинных ножницах.
Гибка - получение нужной формы изделия путем сгибания. Для данной конструкции нужно использовать кромкогибочный станок для бки ножек.
Разделка кромок для этой конструкции не нужна, так как толщина листа –3 мм