Лабораторная работа: Методы обработки и сборки бортов верхней одежды
Обтачивание бортов подбортами можно производить одновременно с притачиванием кромки, используя специальную машину типа 297 кл. ОЗЛМ со специальным приспособлением марки 3-82 ЦНИИШП для прокладывания кромки.
Нижние углы полочек обтачивают при обработке края борта или при соединении подкладки с подбортами.
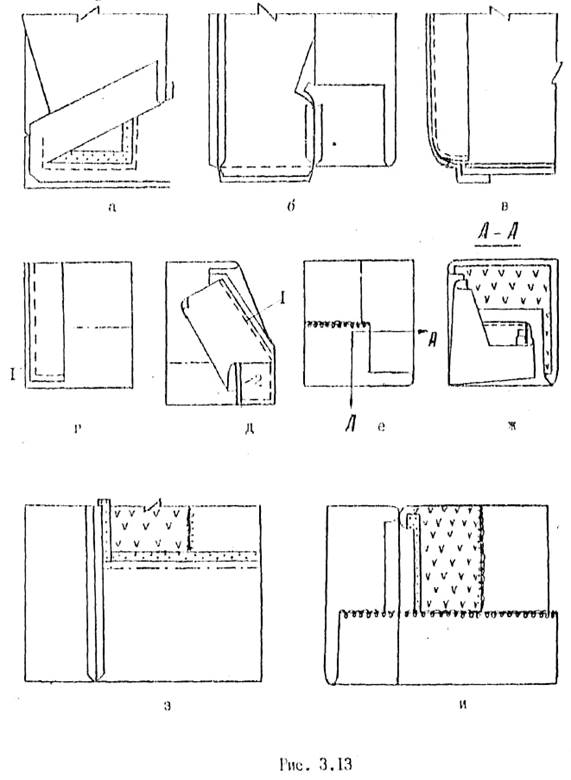
В изделиях из толстых тканей с притачанной по низу подкладкой при обтачивании бортов и нижних углов полочек одновременно притачивают подборта к низу полочек и к припуску на подгиб изделия, не доводя строчку (по надсечкам) до срезов низа на 15... 20 мм. Ширина шва 5 мм. Строчка должна проходить на 1...1.5 мм ниже линии подгиба низа, а в концах надсечек - на расстоянии 1 мм от срезов (рис.3.13.а,б).
В пиджаках, жакетах, куртках нижние углы бортов обтачивают, заканчивая строчку на расстоянии 20...30 мм от внутреннего среза подбортов. Окончательно углы обрабатывают при соединении изделия с подкладкой (рис.3.13,в).
В изделиях с отлетной по низу подкладкой подборт выкраивают по длине с учетом припуска на подгиб низа изделия. Борта и низ обтачивают обычным способом (рис.3.13.г, строчка 1). Зятем припуск на подгиб низа подборта перегибают по линии сгиба лицевой стороной внутрь, стачивают до рассечки на внутренней стороне подборта швом шириной 10 мм (рис.3.14.д, строчка2). Углы подсекают и вывертывают на лицевую сторону (рис.3.13.е.ж).
В женских и детских изделиях борта обтачивают до нижнего среза полочек. После разутюживания швов обтачивания бортов низ изделия и подборта подгибают по намеченной линии, заутюживают и подшивают на специальной машине, заканчивая строчку посередине ширины подбортов (рис.3,13.з.и).
Наиболее объективным методом является соединение подбортов с полочкой на полуавтомате 360 кл. ПМЗ. Такой метод применяется при обработке моделей с отделочной строчкой по краю борта.
На полуавтомате производят обтачивание бортов и лацканов подбортами с одновременным выполнением посадки, прокладыванием клеевой кромки и обрезанием шва.
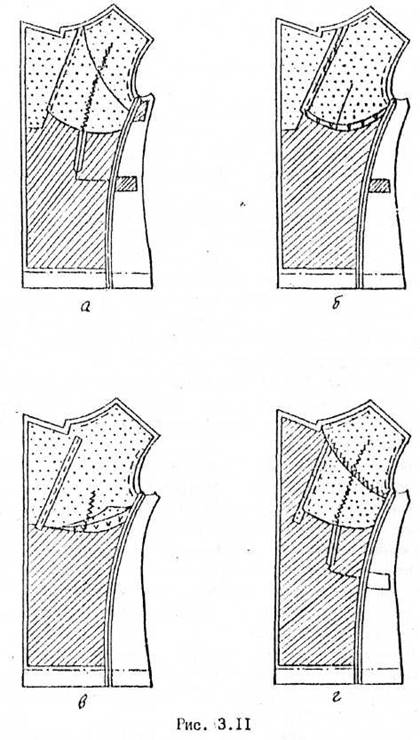
Обработка нижних углов бортов
В этом случае изменяется последовательность сборки деталей. Полочки соединяют с бортовой прокладкой после операции обтачивания полочки подбортом. Соединение производят на специальном прессе с зажимами. Бортовую прокладку укладывают на полочке так, чтобы ее срезы располагались под кромкой. При прессовании происходит одновременно подгибании и фиксирование припуска на подгиб низа изделии с помощью специального загибочного устройства. Затем по линиям горловины, срезам пройм и борта полочки с бортовой прокладкой соединяют на стачивающей машине на расстоянии 5 мм от срезов.
Край бортов приутюживают на специальном прессе с шаблонами, образуя кант на участке лацканов и сторону полочек, на участке бортов - в сторону подбортов.
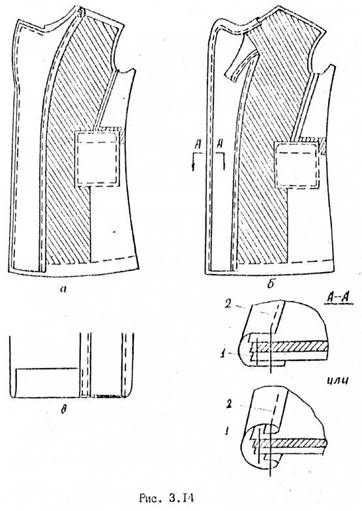
При изготовлении изделии из пальтовых тканей соединение подбортов с полочками можно производить одновременно с окантовыванием срезов. Подборта складывают с полочками изнанкой внутрь, уравнивая срезы, и стачивают на машине с ножом на расстоянии 4...5 мм от срезов. Стачивание производят по полочке, углы лацканов намечают по вспомогательному лекалу (рис.3.14а). Затем борта окантовывают специальной тесьмой или полоской ткани с помощью окантовывателя (рис.3.146).
Для обработки нижних углов подборта отгибают, складывая их лицевой стороной с полочками, и обтачивают борта по линии подгиба низа на стачивающей машине с ножом, доводя строчку до внутренних краев подбортов и отключая нож на расстоянии 15...20 мм от них. Углы внизу бортов вывертывают на лицевую сторону, подборта настрачивают на припуск подгиба низа, прокладывая строчку по окантовке (рис.3.14.в).
3.3.4 Отделка края борта
Швы в углах лацканов и бортов обрезают, оставляя припуск 1,5..2,0 мм, в концах уступов делают надсечки.
Обработка края борта окантовкой
При обработке краев бортов с отделочной строчкой углы вывертывают на лицевую сторону. Углы, края бортов и лацканов выправляют и выметывают, а низ изделия заметывают на специальной машине.
Лацканы выметывают со стороны полочек, борта - со стороны подбортов. При выметывании образуют кант: в лацканах (от уступа до мерной петли) - из подбортов шириной 1...1,5 мм, в бортах - из полочек шириной 1..2 мм. В изделиях из толстых тканей ширина канта равна 3 мм,
В изделиях с застежкой доверху борта и уступы выметывают со стороны подбортов, образуя кант из полочки.
Внутренние срезы подбортов приметывают к полочкам на специальной машине на расстоянии 25...35 мм от срезов подборта. Борта и низ приутюживают и прокладывают отделочную строчку.
При обработке краев борта без отделочной строчки "в чистый край" швы обтачивания бортов подрезают на участке лацканов со сторона полочек, на участке бортов со стороны подбортов, оставляя припуск 2...3 мм, и прикрепляют на стачивающей машине, машине потайного стежка, клеевой пленкой, клеевой нитью или паутинкой.
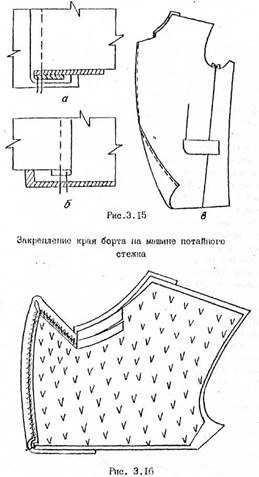
При прикреплении швов на стачивающей машине углы бортов и лацканов вывертывают на лицевую сторону. Строчку прокладывают с лицевой стороны изделия на расстоянии 1..2,5мм от швов обтачивания. В изделиях с лацканами строчку на участке лацканов прокладывают по полочкам (рис.3, 15.а), на участке бортов - по подбортам (рис.3. 15.б), предварительно сделав рассечки шва на уровне перегиба лацканов и внизу бортов. В изделиях с застежкой доверху строчку прокладывают по подбортам.
В изделиях с неклеевой бортовой прокладкой производят подшивание шва обтачивания борта к бортовой прокладке на машине потайного стежка (рис.3.16).
Клееную пленку прокладывают на специальной машине по полочке после разутюживания шва обтачивания борта.
Внешний край пленки располагают на расстоянии 1 мм от строчки обтачивания бортов, внизу на расстоянии 3 мм от линии подгиба низа. Ширина пленки 5 мм (рис.3.17).
Закрепление края борта на стачивающей машине