Научная работа: Методы бесконтактного контроля параметров вала
Способ уменьшения высоты волн заключается в сообщении рабочей части инструмента дополнительных упругих колебаний деформации синхронно основным, естественно развивающимся колебаниям в определенном направлении и с определенным фазовым сдвигом. Анализ траектории движения режущей части инструмента и образующегося профиля волн показывает, что наиболее эффективным направлением является тангенциальное.
Началом дополнительных смещений должны быть время и район контакта инструмента и заготовки, соответствующие дню впадины волны
3.Определение АФЧХ упругой системы.
СТИН. 2000 №1
стр. 15
Ю.Н. Санкин,
С.Л. Пирожков,
Н.Ю. Санкин
4. Энергетический подход
Псевдогармонические колебания при резании металлов
Васильев В.С.
Васильев С.В.
5. Импульсные воздействия
Электроконтактные приборы
Е. И. Педь
А. В. Высоцкий
5. Выбор конкретного технического решения
Изучив и проанализировав сущность обработанной документации по сведениям, содержащимся в графе 4 таблицы 1 выясняем, что наиболее приемлемым является способ с наложением дополнительных тангенциальных колебаний
6. Описание принятого технического решения
Способ уменьшения высоты волн заключается в сообщении рабочей части инструмента дополнительных упругих колебательных деформации синхронно основным, естественно развивающимся колебаниям в определенном направлении и с определенным фазовым сдвигом. Анализ траекторий движения режущей части инструмента и образующегося профиля волн показывает, что наиболее эффективным направлением является тангенциальное. Началом дополнительных смещений должны быть время и район контакта инструмента и заготовки, соответствующие дну впадины волн.
Способ был реализован применительно к токарным операциям при обтачивании наружных поверхностей проходными резцами. Наиболее вероятным видом колебаний резца в этом случае являются автоколебания, развивающиеся на частоте собственных колебаний резца. Численно частота собственных' колебаний резца в этом случае составляет тысячу и более герц. Соответственно велика скорость колебаний, поэтому должен быть надежный и быстродействующий двигатель дополнительных перемещений резца с тем, чтобы успеть за такой частотой. В качестве такового выбран электродинамический вибратор (А.с. 147412, БИ 10, 1962, смотри приложение) 12 (рис.1,а), касающийся наконечником головки резца 1. В качестве источника информации используют естественно развивающиеся колебания самого резца, измеряемые бесконтактным двухкоординатным датчиком перемещений (А.с. 1319334, БИ 18, 1960, смотри приложение). Вибратор 12 управляется адаптивной системой управления (А.с. 593192, БИ 6, 1972, смотри приложение), содержащей устройство 3 фазовой подстройки частоты, анализатор экстремума 6, на которые поступает сигнал датчика перемещений 2. Сигнал возникает вследствие анизотропии свойств элементов системы ЗИПС, в том числе заготовки и инструмента. Сигнал через управляемый генератор 4 и фазовращатель 5, сдвигающий фазу на 180°, подается на исполнительное устройство 8, усилитель 9 и ключ 10. Работой ключа 10 управляет устройство 11. Динамический вибратор 12 сердечником ударяет по инструменту 1. Происходит тангенциальный сдвиг ТОД, в результате которого изменяется траектория колебаний резца, изменяется профиль волнистости, образующейся на поверхности заготовки.
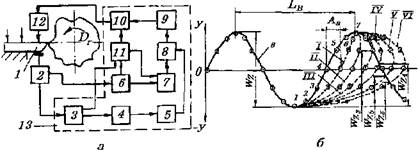
Рис. 1. Схема устройства (а) и образования профиля волн (б) при продавливании ската волн
Преимущества
- бесконтактность
- долговечность
- стойкость к высокому давлению
- влагоустойчивость
- линейность и стабильность
- интегрированная DC\DC электроника