Научная работа: Методы бесконтактного контроля параметров вала
- унифицированный выходной сигнал 4-20мА постоянного тока
Технические характеристики
- Диапазон измерения: 100/160/250/300/400/630 мм (возможны варианты)
- Линейность: +/-0,3%
- Температурный диапазон: -40... +80 °С
- Температурная погрешность: 0,15%/10 °C
- Частотный диапазон: до 300 Гц (-3Дб)
- Напряжение питания: +18…30В
- Выходной сигнал: +4…20мА, максимальная нагрузка 400 Ом
- Максимальное давление: 450Бар
- Корпус датчика: нержавеющая сталь, класс защиты IP65
Применение
- Информационно-измерительные системы, системы регулирования и управления технологическими процессами, испытательная техника, машиностроение и транспорт
- Измерение перемещения или положения плунжера в гидравлических и пневматических цилиндрах
- Измерение перемещения пресса, штамповальных машин, прокатных станов
Применение ДПИЭ для измерения перемещения плунжера в гидравлических цилиндрах
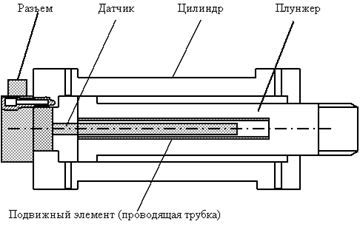
Рис. Расчет точности контрольного стенда
Данный контрольный стенд предназначен для определения непрямолинейности оси вала, путем измерения биения поверхности в различных сечениях вала.
Погрешность измерения можно рассчитать по формуле:
![]() (6.9)
(6.9)
где ![]() - погрешность датчика индукционного датчика в рабочем диапазоне, мкм: 0,1;
- погрешность датчика индукционного датчика в рабочем диапазоне, мкм: 0,1;
![]() - погрешность оптической системы, мкм: 0,5;
- погрешность оптической системы, мкм: 0,5;
![]() - биение вала поворотного механизма, мкм: 0,1;
- биение вала поворотного механизма, мкм: 0,1;
фактическое значение ![]() гораздо больше, но его контролирует датчик, закрепленный на валу поворотного устройства, и в процессе измерений компьютер эту ошибку корректирует. Потеря точности связана с точностью самого датчика. Подставим значения и получим:
гораздо больше, но его контролирует датчик, закрепленный на валу поворотного устройства, и в процессе измерений компьютер эту ошибку корректирует. Потеря точности связана с точностью самого датчика. Подставим значения и получим:
![]() =0,52 мкм.
=0,52 мкм.
Таким образом, мы можем определять непрямолинейность оси вала с точностью менее 1 мкм.
Это позволяет оценить процесс коробления детали в течение гораздо меньшего времени. На основании чего сделать вывод о дальнейшем поведении оси детали в процессе эксплуатации. Если результаты расчета покажут, что коробление выйдет за допустимые рамки деталь необходимо будет доработать. Наибольшую целесообразность имеет применение данного стенда на промежуточных операциях механической обработки. Применение компьютера позволяет вести статистическую обработку контролируемых параметров, на основании которой можно сделать выводы об эффективности тех или иных мероприятий по улучшению техпроцесса.
Выводы и рекомендации
Данный метод обеспечивает значительное динамическое гашение вибрации, улучшение параметра шероховатости и повышение качества поверхности детали. За счёт колебаний резца происходит уменьшение высоты волн, возникающих в процессе обработки.
Процесс научно-исследовательской деятельности является неотъемлемой частью научной деятельности студентов. Он закладывает основы для будущего их развития, как инженеров – исследователей и изобретателей.