Отчет по практике: Характеристики станка Mitsubishi Серия FA 20V
(Длина х Ширина х Высота)
546 х 180 х 346 Вес [кг] 20Стандартные функции модуля управления
| Отображение года, месяца, даты | Контрольный блок | Положение программы № |
| Функция перекрытия окон | Отдельный блок | |
| Функция замены строки символов | Удержание подачи | Интерфейс RS-232C |
| Функция времени запуска обработки | Пробный прогон | Графический (прорисовываемое отображение) |
| Функция управления | Автоматический возврат | Графический (проверка программы) |
| Команда управления | Макрос пользователя | Графический (автоматическая прорисовка обрабатываемой формы |
| Радиус угла | Автоматическое позиционирование (центр отверстия, кромка) | Офсет |
| Угловая фаска | Автоматический возврат нулевой точки | Чтение значения координаты |
| Команда линейного угла | Возврат отверстия начала обработки | Чтение времени |
| Геометрическая функция |
Операционная память 10МБт (эквивалент 25400м NC ленты) | Независимая шкала осей XY |
| Функция плавающей точки | Редактирование программы | Поворот оси |
| 30-секундный останов по короткому замыканию | Вращение координаты | Текущее обслуживание |
| Одновременное выравнивание проволоки по 2-м осям | Поворот модели | Автоматическое вычисление определения конуса |
| Компенсация уклона заготовки | Перемещение оси | Функция микросоединения |
| E. S. P. E. R | Зеркальное отображение | Запись состояния |
| Различные таймеры | Вычисление периферии | Расширенная функция A. W. F |
| Блокировка станка | Компенсация люфта | Действие переменных данных |
| Удаление блока | Компенсация ошибки шага | Дисплей сообщений |
| 3.5" FDD (720KB, 1.44KB) | Программное ограничение (внешнее/внутренне запрещение) | Приблизительный подсчет времени обработки |
| Ввод/вывод данных MS-DOS | Подсчет величины потребления проволоки | Удаление основы протока |
| HG контроль | Автоматическое восстановление неисправности питания | Система координат заготовки (106 пунктов) |
| Повторное позиционирование |
2.3 Устройство автоматической подачи проволоки АТ
| Пункт | Спецификации | |
| Диаметр применяемой проволоки | Æ0,2мм по Æ0,3мм | |
| Применяемая проволока |
Проволока, назначенная Mitsubishi Беспарафинный тип для латунных проволок | |
| Применяемые проволочные бобины |
P-3R, P-5R, P-10 DIN100, DIN125, DIN160 | |
| Максимальная толщина пластины для автоматической подачи проволоки |
300мм (60мм для погруженного соединения и вставки в точке поломки) | |
| Автоматичес-кая подача проволоки с включенным начальным отверстием | Диаметр отверстия | Æ0,5мм или более (Æ0,1мм или более для проволоки Æ0,3) |
| Шерохова-тость поверхности отверстия | В пределах 50 мкмRmax | |
| Отклонение положения центра | В пределах ±0,1мм | |
| Функция вставки точного отверстия | Предоставляется как стандартная | |
| Функция погруженного соединения | Предоставляется как стандартная. Отметьте, что эта функция применима для начальных отверстий диаметром от Æ0,5 до Æ4мм | |
| Вставка проволоки в точке поломки проволоки | Предоставляется как стандартная (только когда верхние/нижние сопла диэлектрика могут быть расположены напротив заготовки. | |
| Стандартные аксессуары (установлены на главном устройстве) |
Верхняя/нижняя алмазная волока для проволоки Æ0,2 Струйное сопло (Æ1.5) | |
| Разное |
Выполнение вставки проволочного электрода может прекращаться, когда сопло диэлектрика не может контактировать напротив заготовки из-за формы задней стороны, или в зависимости от формы. Если диаметр начального отверстия Æ1,5 мм или менее, и при использовании функции вставки проволоки в точке поломки, должно использоваться струйное сопло малого диаметра (Æ0,1мм) или менее. | |
3. Система управления
3.1 Структура
Устройство управления W21FA-2 является отдельным устройством управления электроразрядного станка, предназначенным для проволочных электроразрядных станков.
Устройство СNC, которое составляет его ядро, оборудовано высокоскоростным 64-х битным процессором, для реализации высокоскоростной высокоточной обработки.
3.2 Конфигурация системы
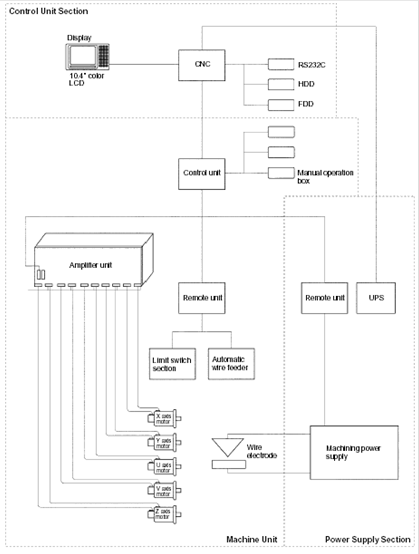
Рис. 3.1 Конфигурация системы
4. Система станка
4.1 Названия и функции каждого из компонентов
Названия и функции различных компонентов основной структуры станка описаны ниже.
(Смотрите Рис.1.1 в разделе 1. Компоновка)
Головка: Зазор между направляющими, соответствующий толщине заготовки может быть получен перемещением верхней части направляющей проволоки в вертикальном направлении.
Панель подачи проволоки: Подается проволока, встроен механизм натяжения проволоки.
Соединительная панель: Здесь подключаются опциональное освещение и датчик перпендикулярности.
Устройство автоматической
подачи проволоки: Проволочный электрод автоматически вставляется
Стол: Заготовка закрепляется на этом столе.
Устройство сбора проводов: Эта секция собирает использованный проволочный электрод.
Коробка сбора проводов: Использованная проволока собирается в этой коробке
Верхняя направляющая провода: Эта секция направляет проволоку и подает электрические разряды.