Отчет по практике: Характеристики станка Mitsubishi Серия FA 20V
Заготовка устанавливается как показано на Рис.4.1
При установке заготовки как показано на рисунке, убедитесь, что верхняя направляющая проволоки не касается зажима во время обработки.
Не касайтесь проволоки и направляющей проволоки во время обработки.
Во время работы надевайте резиновую обувь или другую, имеющую высокое электрическое сопротивление и изоляционные характеристики.
Конфигурация стола заготовки показана на Рис.5.2.
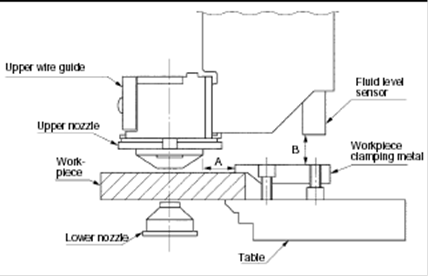
Рис.4.1 Закрепление заготовки
UpperwireguideВерхняя направляющая проволоки
UppernozzleВерхнее сопло
WorkpieceЗаготовка
LowernozzleНижнее сопло
FluidlevelsensorДатчик уровня жидкости
TableСтол
ЗАМЕЧАНИЕ:
Зазор между заготовкой и нижним соплом и верхним соплом должен быть в пределах примерно 0.25 -3.0 мм. Если у заготовки плохая плоскость, или если сверху и снизу заготовки имеются выступы, измените метод установки заготовки, таким образом, чтобы сопла и заготовка не пересекались.
Настройте расстояние А так, чтобы верхнее сопло и зажим заготовки не пересекались.
Датчик уровня жидкости установлен на задней стороне устройства автоматической подачи проволоки.
Обеспечьте, чтобы переключатель и зажим не пересекались. (расстояние В должно быть 10мм или более)
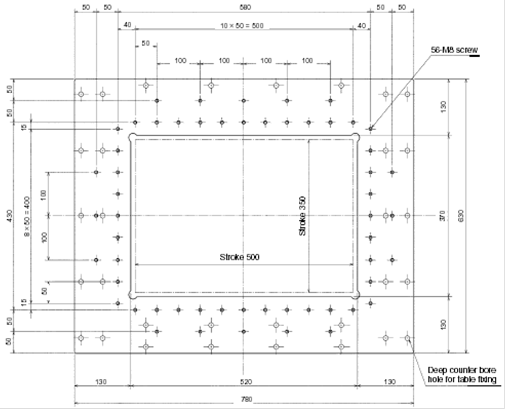
Рис.4.2 Размеры стола FA20
ЗАМЕЧАНИЕ
При использовании FA20, не кладите объекты, такие как заготовки, на листы метала слева и справа от стола (заштрихованная секция на следующей схеме).
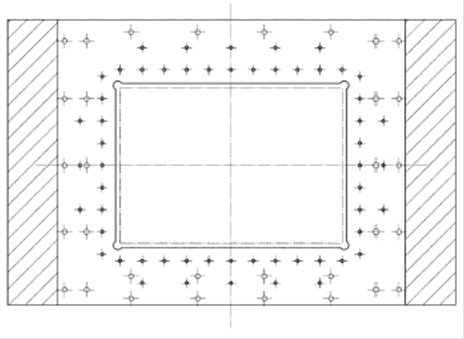
Рис.4.3 Чертеж области вокруг стола FA20
6. Расчёт режимов обработки
Обработка детали ось производиться с помощью 2 проходов: чернового и чистового. Рассчитаем режимы для чистого режима. Чистовая обработка производиться на более низких частотах, чем черновая. Для расчета используем следующие данные:
Шероховатость (задана на чертеже): Rz = 2,5 мкм;
Напряжение на чистовом режиме: U = 80 В;
Материал детали: Сталь 25Х17Н2;
Материал проволоки: Латунь Л63;