Отчет по практике: Проект вузлів і механізмів зливковоза
Кожен осередок має 4 регенератори, з яких 2 повітря і 2 газових. Розташовані регенератори з лівого і з правого боку осередку. Верхня частина насадок - динасовая, а нижня частина - шамотна. Температура підігрівання газу в рекуператорі до 10000С, а повітря до 600 - 8000С.
Кожен осередок має індивідуальний газопровід і повітропровід діаметром 400мм, і для інтенсифікації процесу нагріву від загального цехового колектора до кожного осередку підводиться трубою Ø573,5 природний газ з постійною витратою 85,7нм/години Перекидні пристрої на кожному осередку індивідуальні: на газовому тракті осередку встановлений клапан золотникового типу з водяним затвором, на повітрі - клапан метеликового типу. Вступ повітря в регенератор робиться через перекидний клапан від відцентрового вентилятора. Вступ газу в регенератор робиться через перекидний клапан від загального цехового газопроводу Ø1500 мм, через колектор. Пропорціонування газу і повітря здійснюється струминним регулятором співвідношення, що впливає на дроселі в повітропроводі за допомогою кривошипного сервомотора. Регулювання витрати газу робиться автоматично по температурі в осередку. Витрата повітря регулюється автоматично по витраті газу.
Постійність тиску в камері досягається автоматичною зміною положення шибера, розташованого у димової свині кожного осередку.
При відкриванні кришок, більш ніж на один метр, відбувається миттєве одночасне відсічення газу і повітря, а при закриванні - відсічення автоматично знімається. Чотири осередки об'єднано в одну групу із загальним димарем (футерованою усередині шамотом) заввишки 50метров і загальним вентилятором "Сирокка".
Тривалість нагріву зливків холодного всада - 6-10 годин, а гарячого - 1,5-4,0 години і залежить від часу кінця розливання до посадки.
Продуктивність однієї групи колодязів 55 - 60т/години
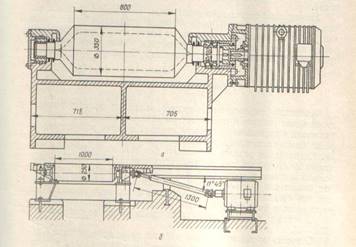
Для подачі нагрітих зливків на приймальний рольганг стану в горизонтальному положенні служить двовісна візок-перекидач (зливковоз). Живлення двигуна пересування здійснюється від тролів. Перекидання люльки із зливком робиться напівавтомат. Швидкість пересування зливковоза до 6 м/с. У разі подачі зливків від першої і другої груп колодязів, зливки встановлюються безпосередньо краном в стаціонарний перекидач, який укладає зливок на рольганг
6.3 Зливковоз
Для подачі нагрітих зливків на приймальний рольганг стану в горизонтальному положенні служить двовісна візок-перекидач (зливковоз див. малюнок 1.4). Живлення двигуна пересування здійснюється від тролів. Перекидання люльки із зливком робиться напівавтомат. Швидкість пересування зливковоза до 6 м/с. У разі подачі зливків від першої і другої груп колодязів, зливки встановлюються безпосередньо краном в стаціонарний перекидач, який укладає зливок на рольганг. При підході до рольгангу швидкість зливковоза автоматично понижається; до моменту зіткнення з упором включається кінцевий виключатель і зливковоз зупиняється. У цей же період автоматично включається двигун повороту люльки. Зливок плавно укладається на ролики і потім приймальним рольгангом транспортується до стану.
Відомо, зливковоз застосовується для подачі зливків з прольоту нагрівальних колодязів до приймального рольгангу обтискового стану. З точки зору охорони праці людини зливковоз управляється з пульта управління. Для нормальної роботи зливковоза необхідно, щоб виконувалися технологічні вимоги: зупинка зливковоза в потрібний момент перед рольгангом, не допускається зіткнення зливковоза з приймальним рольгангом.
Для транспортування зливків у світовій практиці використовують різні типи зливковозов. На металургійному комбінаті "Запоріжсталь" подача зливків здійснюється за допомогою одного зливковоза, який рухається уздовж фронту нагрівальних колодязів. Для точності зупинки зливковоза перед приймальним рольгангом використовують упор зливковоза.
Подача зливків виконується за схемою: вантаження зливків в люльку і візок за допомогою колодцевого кліщового крану, транспортування зливків до приймального рольгангу на зливковозі, розвантаження зливків з люльки виконує сам зливковоз за допомогою механізму перекидання люльки, подачу зливка з візка зливковоза на рольганг виконується за допомогою колодцевого кліщового крану.
Для подачі зливків використовують різні типи зливковозов. На металургійних комбінатах з високою продуктивністю обтискового стану використовується кільцева слиткоподача, де по кільцю в однаковому напрямі рухається декілька зливковозов із зливками, які стикається на приймальням рольганг за допомогою зіштовхувача. Також застосовуються зливковози з різною конструкцією: двох осьові, трьох осьові (для транспортування зливків великої маси). Також використовують різні типи упорів зливковоза : гідравлічний упор, пружинний упор та ін. Зливковози і упори зливковозов мають ряд конструктивних недоліків, які негативно позначаються на ефективності роботи зливковоза. по-перше, при вантаженні зливка відбувається удар зливка об зливковоз, пружини, які встановлені на ходових колесах, слабо гасять удар. По-друге, при підході зливковоза до рольгангу упор не завжди забезпечує зупинку зливковоза на заданій ділянці. Із-за високої температури зливків на гідравлічному упорі відбувається нагрів робочої рідини, що призводить до швидкого виходу з ладу упору. Ці недоліки торкаються зливковоза і упору, які застосовуються в обтисковому цеху металургійного комбінату "Запоріжсталь". Тому украй важливо розв'язати цю проблему, що і є темою спеціальної частини проекту.
6.4 Становий проліт
Становий проліт завдовжки - 78м, шириною - 27м з кроком колон - 12м обладнаний двома електробруківками кранами Q=30/5 т і Q=75/15 т, службовцями для виробництва ремонтних робіт і перевалок робіт і перевалок валків, прибирання скрапу і інших робіт.
6.5 Рольганги
Усі рольганги встановлені по одній осі - осі плющення, утворюючи безперервну лінію транспортування прокатуваного металу. Кожен рольганг складається із станини, роликів, трансмісії і приводу. Усі рольганги мають направляючі лінійки. Ролики рольгангов ковані і литі порожнисті. Встановлюються ролики упоперек станини між рамами рольгангов, розташовуючись роликопідшипниками, насадженими на обидві шийки ролика, в гніздах рам. На одній шийці з приводного боку насаджена конічна шестерня, що входить в зачеплення з відповідною конічною шестернею на приводному трансмісійному валу. Вал із закріпленими конічними шестернями встановлюють в масляній ванні з приводного боку рольгангів, і закривається кришкою. Привід складається з мотора і редуктора. У усіх рольгангів верхня площина роликів знаходиться вище за рівень підлоги цеху на 800мм. Мастило усіх підшипників - густе від центральної мастильної станції. Мастило конічних шестерень - картер. Привід роликів робочих рольгангів перед станом і за станом робляться від індивідуальних електродвигунів потужністю N = 80 кВт, n = 470 про/мін типу МП-82.
Ролики рольгангів з індивідуальним приводом
а- від фланцевого електродвигуна через зубчасту муфту;
б- від електродвигуна через карданний вал
6.6 Маніпулятор
Маніпулятор призначений для точної установки зливка по осі плющення і вирівнювання гуркоту. Є два маніпулятори по відношенню до осі стану - перед станом і за станом. Пересування лінійок перед станом і за станом здійснюється двома електродвигунами N = 150л.с., n = 460 про/мін через циліндричні редуктори і річкові зачеплення. Максимальний розчин лінійок 1800 мм. Швидкість руху лінійок - 0,511 м/с. Довжина лінійок 8 м Висота лінійок перед станом - 1225мм, за - 875мм.
6.7 Кантувальник
Кантувальник служить для повернення зливка на 900 або в два прийоми на 1800; при цьому відбувається збивши окалини. Кантувальник розташований між станинами маніпулятора перед станом. На верхній частині корпусу правої лінійки встановлений вал для приведення в рух кантівальних крюків. На валу посаджені і закріплені на шпонках чотири важелі, на кінцях яких підвішені на осях кантівальні крюки. Відстань між крюками 1500мм. Висота підйому крюків 900мм. Швидкість підйому крюків 0,55 м/с. Кут повороту важелів кантівальних крюків 48012/. Кут повороту зливка за один підйом 900. Пересування кантувальника робиться через редуктор двома електродвигунами типу КПО1250/418 N = 135 кВт, n = 450 про/хв. На малюнку 1.6 показаний пристрій маніпулятора і кантувальника.
6.8 Ножиці
Ножиці закритого типу з верхнім резом і кривошип- но-шатунним механізмом, що працює від електроприводу, до складу якого входять три редуктори і чотири електродвигуни. Потужність ножиць 2000т. Ножиці призначені для обрізання кінців і різання смуги перерізом в межах від 65-200 мм по товщині і 650-1520 мм по ширині за умови, що поперечний переріз смуги не перевищує 300000 мм2 для сталей з межею міцності не більше 50 кг/мм2 при 8000С. Довжина сляба залежить від фабрикації зливка в межах 1400-4800 мм. Кількість ножів - 2, сталь марки 5ХВ2С. Розчин між ножами 320мм. Хід верхнього ножа - 340мм найбільше число зрізів 4,9-8,6 в хв. Ширина транспортера для прибирання обрізків 600мм, обмежує довжину обрізків і вагу.
Таврування сляб на бічній грані робиться за допомогою клеймової машини, пневмоцилиндр, що є, з штоком, на якому кріпляться обойми з клеймами.
6.9 Конвеєр для прибирання обрізків