Отчет по практике: Учебно-воспитательная работа в магистратуре университета
металлорежущий педагогический зубофрезерный студенческий
4. Принцип работы
Станок работает по полуавтоматическому циклу методом обкатки. Червячная фреза соответствующего модуля и диаметра закрепляется на оправке в шпинделе фрезерного суппорта 6 (рис. 2).
Заготовка или комплект одновременно обрабатываемых заготовок устанавливается на оправке в шпинделе стола, а при больших размерах – непосредственно на столе 2. Червячной фрезе и заготовке принудительно сообщают вращательные движения с такими угловыми скоростями, которые они имели бы, находясь в действительном зацеплении.
Нарезание цилиндрических колес производится с вертикальной подачей суппорта 6. Для обеспечения возможности фрезерования колес попутным методом на станке предусмотрено нагрузочное гидравлическое устройство, которое состоит из неподвижного штока с поршнем и цилиндра, связанного с салазками фрезерного суппорта (рис. 3). При фрезеровании попутным способом масло подводится в верхнюю полость цилиндра противовеса и поджимает противовес вместе с фрезерным суппортом вверх, устраняя возможность произвольного перемещения фрезерной бабки под действием усилия в пределах зазора между резьбой винта вертикальной подачи и маточной гайки.
Методика измерений:
При нарезании прямозубого цилиндрического колеса используются три формообразующих движения:
1) главное движение (вращение шпинделя фрезерного суппорта с червячной фрезой); вертикальная подача (вертикальное перемещение фрезы);
2) движение обкатки и деления (непрерывное, взаимосвязанное вращение стола с заготовкой);
3) движение обкатки и деления (непрерывное, взаимосвязанное вращение стола с заготовкой).
При нарезании косозубого цилиндрического колеса, кроме трех вышеперечисленных движений, используется ещё одно - дополнительное вращение заготовки (цепь дифференциала).
Настройка главного движения
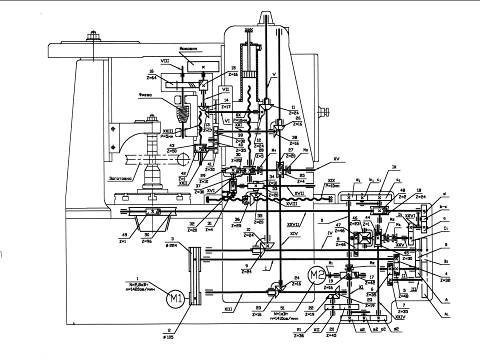
Кинематическая цепь главного движения является внешней цепью и обеспечивает вращение фрезы с заданной скоростью резания. Фреза получает вращение от электродвигателя мощностью 2,8 кВт с частотой вращения 1420 мин-1 . Для обеспечения равномерности вращения фрезы на валу ХII установлен маховик (рис. 3).
Уравнение кинематического баланса имеет вид
![]() .
.
Подбор чисел зубьев сменных колес производится по формуле настройки цепи главного движения
![]() ,
,
при этом А1 + В1 =60 (табл. 3).
Частота вращения фрезы
![]() ,
,
где V–скорость резания, м/мин (табл.2); Dф –наружный диаметр фрезы, мм.
 |
???. 3. ?????????????? ????? ?????????????? ?????? ???. 5?32
Таблица Скорость резания при фрезеровании зубьев*
| Обрабатываемый материал | V, м/мин |
| Сталь 25 (твердость до НВ 180) | 31,8 |
| Сталь 40Х (твердость до 180) | 30 |
| Сталь20Х, 12ХН3А (твердость до НВ 215) | 22,2 |
| Чугун серый и бронза (твердость до НВ 160…180) | 24,6 |
| Бронза и латунь (твердость до НВ 150) | 40,2 |
*Приведенные в таблице значения скорости резания даны для чернового нарезания зубьев при работе фрезами из быстрорежущей стали Р18 или Р9. Для чистовых проходов эти значения следует умножать на коэффициент 1,25.
Таблица Числа зубьев сменных колес А1 и В1 в зависимости от nф
| nф , мин-1 | 47 | 63,7 | 78,6 | 96,3 | 125,7 | 154 | 192 |
| А1 | 18 | 22 | 25 | 28 | 32 | 35 | 38 |
| В1 | 42 | 48 | 35 | 32 | 28 | 25 | 22 |
Настройка вертикальной подачи
Кинематическая цепь вертикальных подач является внутренней цепью и обеспечивает поступательное перемещение фрезерного суппорта вдоль оси заготовки с заданной скоростью подачи.
Уравнение кинематического баланса цепи вертикальных подач имеет вид
![]() .
.
Подбор сменных колес гитары подач производится по формуле
![]()