Реферат: Дуговая сварка балки БП-2
Различают электросварку переменным током и электросварку постоянным током. При сварке постоянным током шов получается с меньшим количеством брызг металла, поскольку нет перехода через нуль и смены полярности тока.
 |
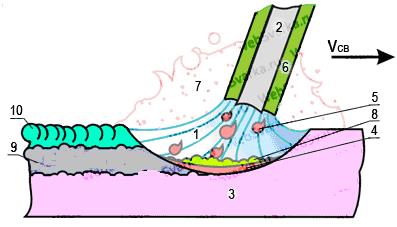
Рис. 1 Ручная дуговая сварка
1-сварочная дуга, 2- металлический стержень электрода, 3-основной металл, 4-сварочная ванна, 5-капли жидкого металла, 6-покрытие электрода, 7-газовая защита, 8-жидкая шлаковая ванна, 9-сварочный шов, 10-шлаковая корка.
К электроду и свариваемому изделию для образования и поддержания сварочной дуги от источников сварочного тока подводится постоянный или переменный сварочный ток. Сварочная дуга (1, см. рис 1) горит между металлическим стержнем электрода (2) и основным металлом (3) Под действием тепла дуги металл дуги электрода, покрытие электрода и основной металл расплавляется, образуя сварочную ванну (4). Капли жидкого металла (5) с торца расплавленного электродного стержня переносятся в ванну через дуговой промежуток. Вместе со стержнем плавится покрытие электрода (6), образуя вокруг дуги газовою защиту (7) и жидкую шлаковую ванну (8). По мере движения дуги, металл сварочной ванны затвердевает, образуется сварочный шов(9) и шлаковую корка(10) на поверхности шва.
При ручной дуговой сварке указанные операции, необходимые для образования шва, выполняются человеком вручную без применения механизмов.
1.2 Рабочее место сварщика
Места проведения сварочных работ разделяют на постоянные и временные. Постоянные (стационарные) места предназначены для работ, которые выполняются в специально оборудованных цехах, мастерских и т.д. Устанавливают сварочный аппарат в защищенном от атмосферных воздействий, хорошо проветриваемом помещении площадью не менее 3 м. Лучше всего, если пол бетонный, а стены помещения не должны отражать сварочные блики, что может  представлять опасность для глаз. В идеале рабочее место сварщика должно располагаться в специальной кабине.
представлять опасность для глаз. В идеале рабочее место сварщика должно располагаться в специальной кабине.
Такое рабочее место может быть оборудовано для сварки малогабаритных предметов. Каркас кабины можно сделать из металла, а стены - из различных огнестойких материалов. Дверной проем кабины закрывают брезентовым занавесом, подвешенным на кольцах. В кабине устанавливают источник сварочного тока, металлический стол с решеткой и вытяжным зонтом, стул с подъемным винтовым сидением, стеллажи для сварочной проволоки, электродов и других необходимых инструментов и материалов. Если сварка выполняется в среде защитного газа, то должно быть предусмотрено место для баллонов. Правильная организация рабочего места - залог качественной сварки и высокой производительности труда. Сварочные работы на постоянных сварочных постах следует выполнять только при наличии работающей вентиляции (рис. 3) . В процессе работы следует применять передвижные воздухоотсосы.
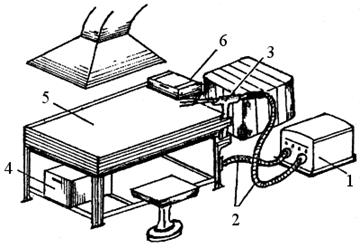
Рис. 3 Постоянный сварочный пост: 1-источник электропитания; 2-кабели; 3-электродержатель; 4-ящик для электродов; 5-стол; 6-ящик для инструментов;
Временные рабочие места сварщика применяют для работ, которые выполняются непосредственно на оборудовании или установках, которые невозможно переместить к сварочному посту. Такие места должны быть отгорожены огнестойкими ширмами, щитами и обеспечены средствами первичного пожаротушения и огнетушителями. Тип, емкость и количество огнетушителей определяют в зависимости от их производительности, площади действия, класса помещения и т.д. Кроме огнетушителя рабочее место сварщика оборудуется ящиком с песком, ведром и другими средствами пожаротушения.
 Сварочный пост комплектуется источником питания (см. таблица 1), электрододержателем, сварочными проводами необходимой длины, зажимами для токопроводящего провода, сварочным щитком с защитными светофильтрами.
Сварочный пост комплектуется источником питания (см. таблица 1), электрододержателем, сварочными проводами необходимой длины, зажимами для токопроводящего провода, сварочным щитком с защитными светофильтрами.
Таблица 1
Основные характеристики сварочного выпрямителя ВД-306М
| ВИД | Характеристики | Значение |
|
| Напряжение | 3x380 В |
| Частота | 50 Гц | |
| Номинальный сварочный ток | 315 А (60%) | |
| Пределы регулирования сварочного тока | 30-315 А | |
| Диаметр электродов | 2,0-6,0 мм | |
| Габаритные размеры | 785х765х600 мм | |
| Масса | 150 кг |

При необходимости рабочее место может быть оборудовано средствами малой механизации, что облегчит не только сварку , но и погрузочно-разгрузочные работы.
В любом случае нельзя забывать о средствах противопожарной защиты, так как сварка является пожароопасной работой. Не следует загромождать рабочее место ненужными вещами и оборудованием, так как это будет не только мешать работе, но и представлять опасность.
При выполнении сварочных работ в монтажных условиях на открытом воздухе рабочее место сварщика и оборудование обязательно должно быть защищено от атмосферных воздействий. Для этих целей применяют палатки, навесы или переносные тенты и т.д.
Применение сварочного оборудования на монтажных площадках создает ряд трудностей по его хранению. Каждый раз после окончания работы нужно перемещать аппарат к месту хранен» Лучше всего, если сварочный аппарат содержится закрытом помещении, а к рабочему месту протянуты только сварочные кабели. Если это невозможно, то лучше всего сварочный аппарат установить на передвижную тележку, что. значительно облегчит его транспортировку.
 Рабочий инструмент сварщика должен комплектоваться, учитывая специфику работы. Н существует определенный перечень инструмент без
Рабочий инструмент сварщика должен комплектоваться, учитывая специфику работы. Н существует определенный перечень инструмент без
которого обойтись невозможно. Каждый электросварщик должен иметь защитный щиток или маску, рукавицы, молоток, зубило или крейцмессель
для отбивки шлака, стальную щетку. Сварщик, работающий с неплавящимся электродом, должен иметь набор заточенных вольфрамовых электродов, комплект гаечных ключей, пассатижи или кусачки. На стационарном рабочем месте инструмент хранится в специальном ящике, а для работы на монтажной площадке у сварщика должна быть специальная сумка, предназначенная для хранения инструмента. Это может быть один из портативных ящиков для инструмента, изготовлением которых занимаются многие фирмы. Правильно подобранный и исправный инструмент экономит время и способствует производительному труду.
1.3 Материалы для изготовления балки БП-2
Рассматриваемые стали (Ст 3) обладают хорошей свариваемостью
Существует два вида сталей, различающихся между собой по химическому составу: углеродистая и легированная. Также стали разделяют по качеству:
· обыкновенного качества,
· качественные,
· повышенного качества,
· высококачественный 
 .
.
1.4 Технология дуговой сварки
Под подготовкой металла понимают процессы предварительной заготовки и резки деталей, разделки свариваемых кромок, зачистки их от грязи и жировых включений. В условиях мастерских заготовку металла и его резку выполняют на специальном оборудовании: гильотины, ножницы, труборезы, трубогибы, кромкострогальное оборудование и т.д.
В условиях домашних мастерских этого перечня оборудования нет, поэтому заготовку деталей обычно выполняют кислородной резкой, ручными ножовками или ножницами, болгарками и т.д. Гибку листа при необходимости в условиях домашних мастерских и стержней обычно выполняют после предварительной газопламенной обработки.
Очистку свариваемых кромок выполняют как механическими приспособлениями (абразивными инструментами, вращающимися  металлическими щетками и т.д.), так и газопламенной обработкой. Торцевые поверхности кромок и прилегающие к ним участки металла шириной 25 - 30 мм перед сваркой зачищают от ржавчины, масла, краски, влаги и других загрязнений, оказывающих влияние на качество сварного соединения.
металлическими щетками и т.д.), так и газопламенной обработкой. Торцевые поверхности кромок и прилегающие к ним участки металла шириной 25 - 30 мм перед сваркой зачищают от ржавчины, масла, краски, влаги и других загрязнений, оказывающих влияние на качество сварного соединения.
Сборку изделий перед сваркой выполняют в тех же приспособлениях, что и перед дуговой сваркой. В условиях домашних мастерских предсварочную сборку обычно выполняют на прихватках. Длина прихваток и расстояние между ними зависят от вида изделия, толщины свариваемого металла и длины сварочных швов. Если свариваются несложные изделия из тонколистовой стали, то длина прихваток обычно не превышает 5 мм с расстоянием между ними до 100 мм. Изделия из более толстых металлов требуют прихваток большей длины, которая при толщине металла до 4 мм достигает 20-30 мм с расстоянием между ними - 300 - 500 мм. В процессе наложения прихваточных швов следует следить за проваром корня шва, который при последующей сварке может уже не располагаться на всю толщину.
Прихватки рекомендуют делать в местах наибольших напряжений. Не рекомендуется делать прихватки в острых углах, местах резких переходов, на окружностях с малым радиусом. 
В зависимости от длины различают короткие (250 300 мм), средние (350 1000 мм) и длинные (более 1000 мм) швы.
В зависимости от размеров сечения швы выполняют однопроходными или однослойными, многопроходными или многослойными. Однопроходная сварка производительна и экономична, но металл шва недостаточно пластичен вследствие грубой столбчатой структуры металла шва и увеличенной зоны перегрева. В случае многослойной сварки каждый нижележащий валик проходит термическую обработку при наложении последующего валика, что позволяет получить измельченную структуру металла шва и соответственно повышенные механические свойства шва и сварочного соединения.