Реферат: Физическая сущность магнитно-электрического упрочнения
Студента гр. 96-ТА
Корыстина П.В.
1998
ПРЕДИСЛОВИЕ
Магнетизм интересует человечество уже более 200 лет. Эл ектромагнитное поле успешно применяют в современной технике и технологии для управления свойствами твердого тела. Магнитную обработку используют для улучшения свойств конструкци онных материалов, воды, растворов, дисперсных систем и т.п. Магнитную и термомагнитную обработку широко применяют в машиностроении. С 70-х годов значительно расширилось применение магнитно-импульсной обработки (МИО) лез вийного режущего инструмента и динамически нагруженных деталей машин для увеличения их стойкости и надежности работы.
Незначительная стоимость и высокая производительность устройств и современных установок, применяемых в промышленности, а также простота технологии МИО позволяют рекомендовать ее для различных областей народного хозяйства страны. Внедрение МИО позволит уменьшить остаточные и усталостные напряжения в деталях и конструкциях, повысить стойкость режущ его инструмента из слабомагнитных материалов, например инструмента, оснащенного пластинами из твердых сплавов типа ВК, ТК и ТКК.
1. СУЩНОСТЬ МАГНИТНО-ИМПУЛЬСНОЙ ОБРАБОТКИ
При магнитном воздействии вещество изменяет свои физические и механические свойства. Улучшение свойств у ферромагнитных деталей, прошедших МИО, достигается за счет направленной ориентации свободных электронов вещества внешним полем, вследствие чего увеличивается тепло- и электропроводимость материала.
Взаимодействие импульсного магнитного поля с заготовкой (деталью) из токопроводящего материала происходит тем интенсивнее, чем выше структурная и энергетическая неоднородность вещества. Поэтому чем выше концентрации поверхностных и внутренних напряжений в металлических заготовках, тем больше вероятность локальной концентрации в них микровихрей внешнего поля и тем длительнее течение релаксационных процессов в веществе. При изготовлении реальных деталей в материале неравномерно концентрируется некоторое количество избыточной энергии F, с увеличением которой возрастает вероятность разрушения детали Р .
Если F> 0, то P → Pmax =1
Для повышения надежности работы механизма необходимо величину Р max снизить примерно в 4 раза. Это возможно за счет уменьшения избыточной энергии материала внешними физико-техническими методами.
Применяя МИО, можно значительно уменьшить избыточную энергию материала, связанную с концентрацией внутренних и поверхностных напряжений в конкретной детали, и снизить до минимума вероятность ее поломки. Изменения избыточной энергии поля при МИО стальных деталей (или заготовок) показаны на рис. 1, а , точки 1 — 4. Для каждого материала (и детали) существует оптимальное значение внешнего импульсного магнитного поля Hопт . при котором концентрация напряжений в материале, а следовательно, и избыточная энергия F предельно уменьшаются (F → Fmin) , вследствие чего повышается надежность детали. Вероятность разрушения детали (рис. 1, б, точка 5) не превышает 0,25, что гарантирует нормальную работу механизма.
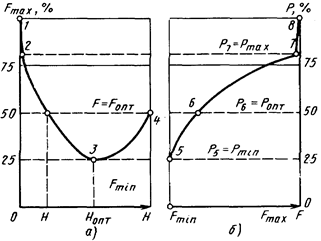
Рис. 1. Измен ен ие избыточной энергии F в образце из ферромагнитного сплава в зависимости от напряженности поля Н при МИО (а) и влияние F на вероятность разрушен ия детали P (б)
Для уменьшения значения F в материале конкретной заготовки (инструмента или детали) необходимо затратить некоторое количество электромагнитной энергии wo , значение которой зависит от массы т, объема V m и состояния материала ψ детали. При намагничивании (или повторном намагничивании) в структуре ферромагнитных деталей за счет энергии происходят два процесса: процесс смещения границ доменов, состоящий в росте их объемов, у которых намагниченность ориентирована близко к направлению поля за счет изменения объема соседних доменов, что повышает теплопроводность образцов; процесс изменения направления самопроизвольной намагниченности отдельных доменов и кристаллитов путем поворота вектора намагниченности, вследствие чего повышаются вязкость и износостойкость материала.
Оба процесса связаны с магнитной восприимчивостью материала детали.
Для каждой стали существует определенная величина напряженности импульсного магнитного поля, а следовательно, и величина магнитной энергии Wi, которая поглощается материалом в течение времени обработ ки t и максимально улучшает его механические и технологические свойства. Причем между повышением стойкости детали и магнитной проницаемостью существует корреляционная зависимость. Импульсное магнитное поле, взаимодействуя с материалом детали, изменяет ее тепловые и электромагнитные свойства, улучшает - структуру и эксплуатационные характеристики, что положено в основу технологии магнитного упрочнения. Технология магнитного упрочнения сводится в основном к следующему. Деталь перед обработкой (или инструмент) помещают в полость сол еноида со стороны, например, северной полярности таким образом, чтобы центр тяжести детали бьет удален от положения равновесия. При включении установки деталь силой F1 "втягивается" магнитным полем в полость соленоида с некоторым ускорением и совершает внутри полости колебательные движения. При МИО за счет инерции деталь (и ее центр тяжести) сместится в противоположную сторону и она испытает втягивание в соленоид со стороны южного полюса. Со стороны другого полюса соленоида на деталь действует сила F2 , которая и втягивает ее обратно внутрь соленоида. Таким образом, деталь (инструмент), многократно пересекая магнитный поток, совершает в полости соленоида свободн ые перемещения, которые с течением времени уменьшаются за счет сил трения детали о стенки индуктора и которые будут затухать. Когда колебания прекратятся, деталь займет положение равновесия, а сила F 2 будет равна нулю. При этом деталь расположится по центру соленоида. Количество колебаний и амплитуда их зависят от мощности поля W0 , массы детали m и электромагнитных свойств материала ψм .
При таких перемещениях детали вследствие неоднородной кристаллической структуры в ней возникают вихревые токи. Вихревые токи обусловливают магнитное поле и локальные микровихри, которые, в свою очередь, нагревают участки вокруг кристаллитов напряженных блоков и неоднородностей структуры металла. Градиент теплового потока при МИО тем выше, чем менее однородна микроструктура металла. В местах концентраций остаточных или усталостных напряжений, связанных с технологией производства, обработки или эксплуатации детали теплота, наведенная при МИО вихревыми токами, частично уменьшает избыточную энергию составляющих кристаллитов и зерен структуры образца особенно в зоне контакта напряженных участков. Микроструктура сплава улучшается в течение 0,01 ... 1,0 с.
Кроме того, вихревое магнитное поле обусловливает более равномерное ее охлаждение. Одновременно с тепловыми процессами за счет импульсного магнитного поля в металле происходит полярная ориентация спинов электронов атомов, расположенных в области контакта кристаллитов и зерен сплавов, вследствие чего улучшаются механические свойства материала.
Лабораторные опыты с образцами из сталей 40, У12, ЗОХГСА, 65Г, 70 и других показали, что для улучшения их механических и технологических характеристик достаточно создать импульсное магнитное поле напряженностью не выше 2000 кА/м . Однако для завершения внутренних процессов, связанных с рассеянием электромагнитной энергии, в материале деталей необходимо время т, которое меняется от 5 до 24 ч.
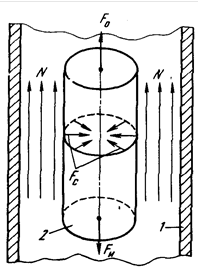 Для инструмента из быс трорежущих сталей, а также для деталей из конструкционных и легированных сталей продолжительность одного цикла магнитной обработки не превышает 1,0 ... 5,0 с. При этом в магнитном поле средней напряженности за период импульса 0,5 ... 1,0с цилиндрический инструмент (или деталь) подвергается "винтовому сжатию". Возникающие электродинамические силы частично уплотняют кристаллиты сплава, вследствие чего снижаются концентрации напряжений. Схема электродинамических сил, действующих в полости индуктора на тело концевого инструмента (например, сверла), показана на рис. 2. В полости соленои да происходит неодновременное намагничивание массы инструмента. Поэтому для завершения структурных превращений II рода, направленных на уменьшение в ней свободной энергии, необходимо время до Ючи более.
Для инструмента из быс трорежущих сталей, а также для деталей из конструкционных и легированных сталей продолжительность одного цикла магнитной обработки не превышает 1,0 ... 5,0 с. При этом в магнитном поле средней напряженности за период импульса 0,5 ... 1,0с цилиндрический инструмент (или деталь) подвергается "винтовому сжатию". Возникающие электродинамические силы частично уплотняют кристаллиты сплава, вследствие чего снижаются концентрации напряжений. Схема электродинамических сил, действующих в полости индуктора на тело концевого инструмента (например, сверла), показана на рис. 2. В полости соленои да происходит неодновременное намагничивание массы инструмента. Поэтому для завершения структурных превращений II рода, направленных на уменьшение в ней свободной энергии, необходимо время до Ючи более.
Рис. 2. Схема электродинамических сил, действующих на тело инструмента в импульсном магнитном поле:
F - сила инерции инструмента; F - сила воздействия магнитного поля на образец; F - сила, сжимающая тело инструмента; N - силовые линии магнитного поля: 1 -соленоид; 2 - инструмент из стали Р6М5
Тепловая энергия W 2 после МИО расходуется в образцах на процессы, связанные с фазовыми превращениями 1-го и 2-го рода. В основном эти процессы способствуют устранению дефектов термообработки деталей.
Опыты показали, что при намагничивании необязательно материал детали доводить до насыщения. Для технологических целей достаточно намагнитить до 10 ... 50% магнитного насыщения конкретной стали. Изучение влияния магнитного поля на кривые фазовых переходов при охлаждении стали показало, что при наложении поля переориентация кристаллитов термообработанных образцов ускоряется почти в 2 раза. Испытания проводились на образцах из быстрорежущей стали диаметром 10 мм по методике Уральского научного центра АН СССР. Образцы режущего инструмента намагничивались на установке УМОИ-50. Обработку образцов проводили со стороны северного полюса соленоида установки. Длительность импульса при МИО составляла 1 с при напряженности поля 1600 кА/м. После МИО образец инструмента выдерживался 20 ч на изолированных стеллажах в спокойном состоянии. Относительное удлинение ∆l/l образца и площадь петли гистерезиса S, связанной с фазовыми превращениями в твердом состоянии и изменениями в образцах избыточной энергии, определялись после МИО и выдержки. Изменение относительного удлинения образцов сверл диаметром 10 мм из стали Р6М5, не обработанных и обработанных магнитным полем напряженностью 1000 кА/м, в зависимости от температуры термодинамических превращений показано на рис. 3.
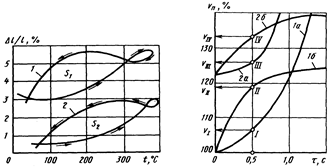 Рис.3. Изменение относительного удлинения ∆ l/ l образцов сверл из стали Р6М5, не обработанных (1) и обработанных (2) магнитным полем напряженностью 1000 кА/м, в зависимости от температуры фазовых превращений в твердом состоян ии ( S1 > S2 - площадь поля избыточной энергии в образцах)
Рис.3. Изменение относительного удлинения ∆ l/ l образцов сверл из стали Р6М5, не обработанных (1) и обработанных (2) магнитным полем напряженностью 1000 кА/м, в зависимости от температуры фазовых превращений в твердом состоян ии ( S1 > S2 - площадь поля избыточной энергии в образцах)
Рис. 4. Изменение относительной скорости изотермических фазовых превращений vп в образцах из стали 45ХН (1) и быстрорежущей стали Р6М5 (2) в зависимости от продолжительности импульса при наложении магнитного поля напряженностью 1000 кА/м (а) и без него (б); v I , vII , vIII , v IV - относительная скорость превращений в образцах при τ = 0,5 с
Опыты показали, что при прочих равных условиях относительное удлинение магнитоупрочненных (намагниченных) образцов из быстрорежущей стали снижалось в 2 ... 2,5 раза. Фазовые превращения в стали за счет МИО ускорялись на 15...22%, что подтверждалось уменьшением в образцах избыточной энергии (площадь S1 энергетической петли без МИО больше примерно на 20 % площади S2 аналогичной петли, полученной на этих же образцах стали, но при МИО).
При МИО в стали уменьшается избыточная энергия, снижается концентрация напряжений, вследствие чего улучшаются механические свойства. Намагниченные образцы имеют меньшее удлинение также при термодинамических релаксациях. Поэтому и скорость превращений в стальных образцах при комнатной температуре наиболее заметно изменялась только при малой длительности импульса (0,1...1,0 с).
Исследования показали, что при импульсном намагничивании лезвийного инструмента из быстрорежущих сталей Р18, Р12, Р6М5 при сверлении, точении и фрезеровании конструкционных сталей коэффициент трения инструмента уменьшается в 1,5...2 раза. Для вращающихся деталей машин из сталей 40Х, ЗОХГСА, 3Х13, ХВГ и других при МИО коэффициент трения в рабочих узлах механизмов снижался в 1,2...2,5 раза, при этом в 3...5 раз ускорялась приработка рабочих поверхностей со смазочными пленками в диапазоне температуры 50...300 ºС. Например, температурная стойкость пленки эмульсола при сверлении стали 40Х сверлом из сплава Р6М5 при МИО инструмента полем напряженностью 350 кА/м возрастала в 2 раза. При магнитной обработке, например инструмента из быстрорежущей стали, повышается микротвердость инструмента и снижается поверхностное натяжение смазочного материала. При взаимодействии трущихся поверхностей в поверхностном слое снижаются растягивающие напряжения, увеличиваются удерживающие смазочный материал напряжения, возрастает дисперсность блоков мозаики поверхностного слоя металла, повышается закрепление в пограничном слое легирующих элементов, таких, например, как вольфрам, угл ерод, молибден, ванадий и др. При этом повышается теплопроводность материала, увеличивается скорость отвода тепловых потоков при жидкостном охлаждении, возрастает поляризация органических компонентов смазочного материала, увеличивается адгезия смазочного материала на металлической поверхности и ускоряется отвод теплоты из узлов трения.
Изучалось состояние микротрещин на поверхности коленчатого вала двигателя автомобиля ЗИЛ-130. Схема поверхности трения детали при МИО, а также расположение на ней смазочного материала и продуктов износа материала показаны на рис. 5.
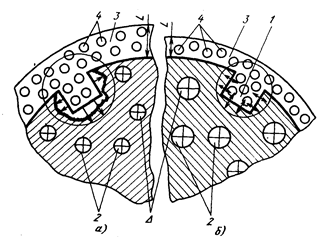 Рис. 5. Схема поверхности трен ия детали (вал автомобиля ЗИЛ-130) без МИО (а) и п осле МИО полем напряженностью 600 кА/м в течение 0,5 ... 1,0с (б):
Рис. 5. Схема поверхности трен ия детали (вал автомобиля ЗИЛ-130) без МИО (а) и п осле МИО полем напряженностью 600 кА/м в течение 0,5 ... 1,0с (б):
. 1 - микротрещины, заполненные намагничен ными частичками и скоагулированными продуктами износа детал и; 2 - "тепловые трубки", определяющие скорость охлаждения детали (поле скорости охлаждения); 3 — область активного смазывания детали в узле трения скольжения; L — толщина слоя смазывания; 4 - тонкодисперсные скоагулированные магнитным полем продукты износа деталей
Изучение состояния и скорости роста микропор и микротрещин поверхности намагниченного режущего инструмента, а также деталей ман ии после МИО показало, что улучшение смазывания и работы узлов трения связано с закреплением микрочастиц износа металлов размером 0,05... 20 мкм. Оптимальное число и раз мер этих частиц, а также заполнение микротрещины поверхности зоны трения зависят от свойств материалов, скорости перемещения деталей, шероховатости поверхности, характера смазки и технологии охлаждения узла. При прочих равных условиях при МИО инструмента из быстрорежущей стали, обрабатывающего заготовки из конструкционных сталей, максимальное уменьш ение скорости роста микротрещин наблюдалось при наличии намагниченных частиц размером 0,05...0,20 мкм. Для чугунных деталей, работающих в узлах трения, оптимальный размер скоагулированных магнитных частиц составлял 0,2 ... 1,0 мкм, а для высоколегированных деталей 0,05 ... 0,10 мкм. Однако решающее значение при этом имела частота вращения деталей. Оптимальной для вращающихся симметричных деталей являлась обработка импульсным магнитным полем по схеме: намагничивание (в полости соленоида вдоль его оси) — выдержка — локальное намагничивание рабочей поверхности торцом соленоида — выдержка — размагничивание.
--> ЧИТАТЬ ПОЛНОСТЬЮ <--