Реферат: Фізико-хімічні методи обробки матеріалів
1. Анодно-гідравлічну обробку, яка ведеться в умовах інтенсивного поточ-ного руху електроліту при малому зазорі між електродами
Рис. 3. (0,1-1)мм.
2.Анодно-механічна обробка при якій продукти анодного розчинення видаляють за рахунок механічної дії диска, або стрічки, застосовується в заготівельних цехах при розрізанні трудно оброблюваних матеріалів на заготовки.
3. Електроабразивна обробка (електроалмазна) ведеться абразивним інструментом на металічній зв’язці, застосовується в інструментальних цехах при виготовленні фасонного інструменту.
4. Ультразвукові методи механічної обробки
Ультразвукові методи обробки ґрунтуються на використанні енергії ультразвукових коливань частотою 16-44 кГц. Інтенсивність більше 10 Вт/см2 . Джерелом ультразвукових коливань служить п’єзокерамічні перетворювачі, що збуджуються ультразвуковим генератором.
Різновидності ультразвукової обробки:
1. Обробка незакріпленим абразивом для зняття дрібних заусенців (менше 0,1 мм) і шліфування дрібних деталей масою 10-20 г (рис4а)
2. Розмірна обробка деталей з твердих хрумких матеріалів абразивною суспензією (рис.30б).
3. Очистка і змазка робочої поверхні круга в процесі чистового шліфування в’язких матеріалів.
4.Надання вимушених ультразвукових коливань малої амплітуди для інтенсифікації звичайних процесів різання трудно оброблюваних матеріалів.
Схема розмірної обробка показана на рис4б Іструмент 1 здійснює ультразвукові коливання з амплітудою 0,02-0,05 мм і діє на заготовку 3 з невеликою статичною силою Р=30-200Н. В робочу зону подаються абразивні зерна (водний розчин карбіду бору).
Тут мають місце 2 процеси: 1. Ударне вдавлювання абразивних зерен, яке викликає виколювання невеликих частин матеріалу заготовки. 2. Циркуляція і зміна абразиву в робочій зоні для виносу виколотих частинок і подачі свіжого абразиву.
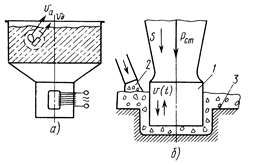
Рис. 4
Головний рух- коливання інструменту, швидкість коливання V=![]() ; тут f – частота коливань Гц, А – амплітуда коливань мм. Подача може бути поздовжня поперечна і кругова
; тут f – частота коливань Гц, А – амплітуда коливань мм. Подача може бути поздовжня поперечна і кругова
Продуктивність і якість обробленої поверхні залежить від властивостей оброблюваного матеріалу, амплітуди коливань і статичного навантаження Р.
Продуктивність V= et2 , тут t – критерій хрупкості матеріалу (відношення опору зсуву до опору на розрив) Матеріали, що мають t![]() 2 ( скло, кераміка, кремній, германій...) добре обробляються ультразвуком. З збільшенням частоти коливань, їх амплітуди і зернистості абразиву збільшується продуктивність. При обробці глибоких отворів суспензію подають під тиском.
2 ( скло, кераміка, кремній, германій...) добре обробляються ультразвуком. З збільшенням частоти коливань, їх амплітуди і зернистості абразиву збільшується продуктивність. При обробці глибоких отворів суспензію подають під тиском.
Перспективним є суміщення електрохімічного і ультразвукового способів обробки, що позволяє значно підняти продуктивність процесу і якість поверхневого шару. При цьому значно зменшуються зношування інструменту (в 5-6 раз) і енергоємність процесу (в 3-5 раз).
5. Променеві методи розмірної обробки
Променеві методи обробки включають видалення металу плавленням і випаровуванням під дією енергії променевих потоків і високо енергетичних струменів з питомою щільністю енергії 106 - 109 Вт/см2 . Основні різновидності6 електронно – променева і світло-променева (лазерна) обробка. Особливість обробки в тому, що імпульси енергії короткі τ![]() 10 мкс.
10 мкс.
Електронно- променева обробка (ЕПО) діє на принципі видалення речовини під дією сфокусованого пучка електронів – випаровування, або сублімація речовини з точки дотику електронного променя (локальний нагрів за рахунок перетворення кінетичної енергії в теплову).Дуже великі швидкості ( до 10 км/сек.) можна надати електронам у вакуумі при використанні високих напруг прискорення. Для забезпечення роботи в камері установки необхідно створити вакуум 10-5 мм.рт.ст. (1,33![]() 10-2 Па). Схема установки електронно-променевої обробки показана на рис.31.
10-2 Па). Схема установки електронно-променевої обробки показана на рис.31.
Схема електронно- променевої установки: 1-генератор імпульсів; 2- імпульсний трансформатор; 3- джерело напруги збудження і розжарювання; 4-катод; 5-джерело високої напруги; 6електромагнітне юстировання; 7-діафрагма; 8-корректор зображення; 9-магнітна лінза; 10-джерело живлення лінзи; 11-контрольний контур; 12- катодний осцилограф; 13- оброблювана деталь; 14 – робочий стіл.
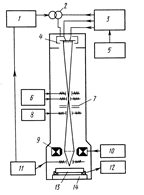
Рис .5.
Режим обробки електронним променем визначається силою струму в промені І , напругою прискорення U , щільністю енергії в фокальній точці q , часом дії імпульсу ![]() і частотою імпульсів f , а також швидкістю переміщення променя відносно заготовки.
і частотою імпульсів f , а також швидкістю переміщення променя відносно заготовки.
В залежності від щільності енергіїq механізм видалення матеріалу заготовки може бути різним: термічним, крапельним, пароструменевим і вибуховим. Найбільш ефективним є вибуховий (q![]() 106 вт/см2 ), коли передача енергії твердому тілу здійснюється періодично тепловими вибухами і швидкість виділення теплоти значно вища швидкості її відведення (вибухове випаровування). Утворюється ударна хвиля, яка генерує і скеровує в глибину тіла потік дислокацій і ініціює процес плавлення.
106 вт/см2 ), коли передача енергії твердому тілу здійснюється періодично тепловими вибухами і швидкість виділення теплоти значно вища швидкості її відведення (вибухове випаровування). Утворюється ударна хвиля, яка генерує і скеровує в глибину тіла потік дислокацій і ініціює процес плавлення.
Цим способом можна обробляти електропровідні і не електропровідні матеріали з різними механічними властивостями. Краще обробляються електропровідні, тому що немає статичного розряду.