Реферат: Інструменти для оброблення отворів
Точність обробленого отвору такими свердлами 7-9 квалитет, Ra= 2,5-1,25 мкм. Унаслідок недостатньої жорсткості інструментів для- глибокого свердління їх подача обмежена. Тому інтенсифікувати процес різання можна лише за рахунок збільшення швидкості різання. Трубчасті свердла, оснащені твердим сплавом, допускають швидкості різання в 2-3 рази вище, ніж швидкорізальні. Швидкості різання
РекомендуютьсяV= 804-120 м/хв при обробці сталей і Vv = 65-100 м/хв. при обробці чавуну. Подача S = 0,01 -0,2 мм/об. Особливо ефективно подібні свердла застосовують при обробці високолегованих сталей і сплавів. Для підвищення продуктивності, надійнішої стійкості і кращого напряму для обробки глибоких отворів застосовують свердла двостороннього різання із зовнішнім і внутрішнім видаленням стружки. Вони мають дві головні ріжучі кромки і бувають прямі, спіральні, шнекові, ежекторні.
2.3.Прямі свердла двостороннього різання зазвичай роблять діаметром більше 30 мм, насадними, оснащеними твердосплавними пластинками. На мал. 2.4 показано таке свердло, що має ширину В = 100 мм. Головка збірної конструкції кріпиться на на вісь свердла. Стружка віддаляється по внутрішньому каналу під дією МОР (Мастильно-охолоджувальна рідина). У корпусі головки закріплено три різці 4, 6,7 з пластинками з твердого сплаву, що напаяли, розташованими в шаховому порядку, утворюючи ступінчасту схему різання. Кріпляться вони гвинтами 3, 8. Перед кожним різцем є отвір для виходу стружки у внутрішній канал корпусу і стебла свердла.
Три упорні направляючі планки 2 і 5 з твердого сплаву ВК.8 створюють надійну стійкість свердла в роботі. Планка напрямної 5 подпружинена н кріпиться гвинтом 10.
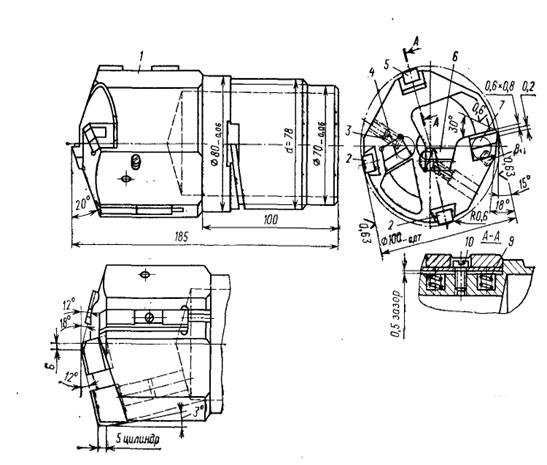
Рис.2.4 Свердло складне з пластинками із твердого сплаву
2.4.Спіральні свердла для обробки глибоких отворів роблять чотири стрічковими. Вони бувають із зовнішнім видаленням стружки (діаметр свердла до 30 мм) н з внутрішнім (діаметр 30-70 мм). Останні можуть оснащуватися пластинками з твердого сплаву. На рис. 2.5 показано спіральне свердло з внутрішнім видаленням стружки, яке нагвинчує на трубчасте стебло. МОР в зону різання поступає по кільцевому зазору між стеблом 38і оброблюваним отвором, потім між ним і виїмками на спинці свердла. Із зони різання МОР разом із стружкою спочатку віддаляється по спіральних канавках свердла, а потім по внутрішньому каналу. На головних ріжучих кромках по задній поверхні прорізають канавки в шаховому порядку для розділення стружки на вужчі смужки в цілях полегшення її видалення. Ширина тих пер що калібрують стрічок в таких свердел значно більше, чим в звичайних спіральних свердел, і досягає 3-5 мм. Кут в плані 2φ = 118-120°, кут нахилу гвинтових канавок ω= 20--25°. Свердло має зворотню конусність на калібруючих стрічках 0,03-0,05 мм. Діаметр серцевини рівний 0,25∙D. Для зменшення довжини поперечної ріжучої кромки вона підточується. Діаметр отвору для виходу стружки приблизно 0,5 D.
Рис.2.5. Свердло спіральне для глибокого свердління
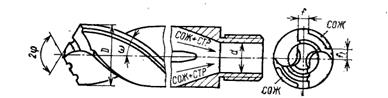
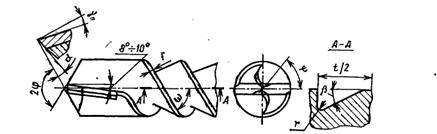
Рис.2.6. Шнекове (черв’ячне) свердло.
2.5.Шнекові свердла (черв’ячні) . При глибокому свердлінні видалення стружки є одному з головних завдань. Свердла з прямими канавками у ряді випадків погано виводять стружку з отвору. Шнекові свердла усувають цей недолік. На мал. 2.6 показано таке свердло з твердосплавною пластинкою. Воно може бути виготовлене з швидкорізальної сталі. Шнекові свердла роблять діаметром 3-30 мм. Таке свердло -спіральне з великим кутом нахилу гвинтових канавок ω = 60°, що полегшує транспортування стружки із зони різання. В шнекових свердел канавки в осьовому перетині мають прямолінійний трикутний профіль. Твірна робочої сторони канавки направлена перпендикулярно до осі свердла, плавно сполучаючись з прямою лінією спинки нахиленої до осі свердла під кутом ω= 25°. Канавки за всім профілем полірують. Для підвищення жорсткості шнекові свердла мають потовщену серцевину, рівну 0,3-0,35 діаметру свердла. Поперечна ріжуча кромка підточується до довжини (0,1-^-0,15) 0. Застосовуються вони при свердлінні отворів в чавуні і у високоміцних сталях.
Ширина стрічки в шнекових свердел приймається рівною 0,5- 0,8 ширини стрічки спірального свердла. Геометричні параметри декілька змінюються залежно від оброблюваного матеріалу.
2.6.Ежекторне свердло для глибокого свердління показане на мал. 2.7. Такі свердла роблять діаметром 20-65 мм, мають дві головні ріжучі кромки, тобто є інструментами двостороннього різання. Головку свердла нагвинчують на зовнішню трубку 3, що є корпусом. Ріжучу частину свердла оснащують пластинками з твердого сплаву, розташованими в шаховому порядку.
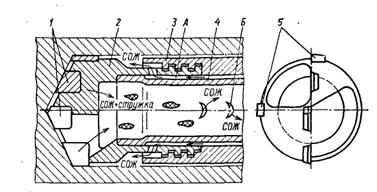
Рис2.7 Електричне свердло
В результаті стружка зрізається у вигляді вузьких стрічок і легше віддаляється. На передній поверхні твердосплавних пластинок зроблені уступи шириною B - 1,54-2 мм і заввишки h=0,44-0,55 мм для ламання стружки. Особливістю ежекторних свердел є ефект підсосу МОР, що вирушає разом із стружкою в результаті розрідження і перепаду тиску створюваного усередині корпусу свердла. Розрідження відбувається унаслідок розділення прямого потоку рідини на два напрями. Прямий потік МОР подається під тиском 2-3 МПа по каналу А. Не доходячи до ріжучої частини, він розділяється: приблизно 0,7 частин рідини продовжує рух в зону різання, а 0,3 частин прямує назад через щілини або прорізи Б у внутрішній канал труби 4. Між потоком рідини із стружкою, що йде від ріжучих кромок, і потоком, що вирушає через щілини Б по трубі 4, створюється розрідження і перепад тиску. В результаті основний потік СОЖ, що захопив стружку, як би засмоктується попереднім потоком і рухається з великою швидкістю. Це декілька підвищує ефективність видалення стружки при глибокому свердлінні. Такі свердла також мають направляючі планки 5 з твердого сплаву.
Ежекторні свердла працюють при швидкостях різання 25-200 м/хв з подачею 0,15-0,7 мм/об. Їх застосовують при глибокому свердлінні різних оброблюваних матеріалів. Свердла забезпечують точність обробки 9-11-го квалитета і шорсткість поверхні Ha1,25-0,63 мкм.
Продуктивність обробки такими свердлами збільшується в 5 разів за рахунок підвищення швидкості різання і подачі. головки для кільцевого свердління глибоких отворів бувають цілісними з швидкорізальної сталі (діаметр 30-60 мм), з твердосплавними пластинками (діаметр 30-150 мм), що напаяли, збірні зі вставними зубами з швидкорізальної сталі (діаметр більше 70 мм) і збірні зі вставними зубами, на які напаяли пластинки з твердого сплаву (діаметр більше 100 мм). Голівка з'єднується з тим, що несе її порожнистим стеблом за допомогою різьблення. Зміст кільцевого свердління полягає в тому, що по всій довжині деталі як, би прорізається кільцева порожнина. В результаті виходить твердіння потрібного діаметру і сердечник залишається цілісним при порівняно великому діаметрі, або ж він ламається при свердлінні, якщо його діаметр невеликий. Сердечник проходить усередині голівки і стебла. Внаслідок цього значно зменшується площа шару, що зрізається, і робота різання. На мал. 2.8 показана голівка для кільцевого свердління. МОР під тиском до 5 МПа подається у внутрішню кільцеву порожнину А; проходячи через зону різання, вона прямує по зовнішніх канавках Б голівки, відносячи з собою стружку.
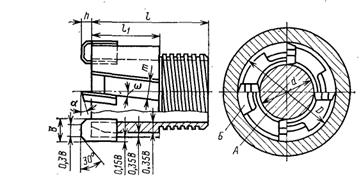
Рис 1.8. Головка для кільцевого свердління.
3.Зенкери
Зенкери - багатолезові інструменти, що обертаються, призначені для обробки циліндрових отворів, отриманих після свердління, відливання або штампування; циліндрових поглиблень під голівки гвинтів; конічних отворів і торцевих поверхонь на виступах корпусних деталей (бабишках, траверзах і т. п.). Основні типи зенкерів показані на мал. 3.1. Зі всіх типів найбільш широке вживання мають циліндричні зенкери, які служать для збільшення діаметру заздалегідь підготовленого отвору, підвищення його точності і зменшення шорсткості поверхні.
Циліндричні зенкери бувають кінцеві цілісні або зварні діаметром 10-32 мм; кінцеві збірній конструкції діаметром 32-75 мм; насадні цілісні діаметром 25-60 мм; насадні збірній конструкції діаметром 40-120 мм. Крім того, зенкери роблять з пластинками, що напаяли з твердого сплаву. Для обробки циліндрових отворів вони бувають кінцеві діаметром 14-40 мм і насадні, такі, що мають D = 344-80 мм. Вказані розміри характерні для стандартних зенкерів.
Зенкери обробляють отвори по 11-у квалитету точності і забезпечують шорсткість поверхні Rz =20-12мкм. В порівнянні зі свердлами зенкери підвищують точність і знижують шорсткість поверхні обробленого отвору. Це пояснюється тим, що конструкція зенкера жорсткіша, ніж конструкція свердла, у нього більше число ріжучих зубів. Внаслідок цього зенкер має кращу стійкість і напрям в роботі, що сприяє підвищенню точності обробки. Припуск під зенкерування менший, ніж при свердлінні. В результаті цього зменшується товщина шару, що зрізається, кожним зубом і шорсткість обробленої поверхні. На мал. 3.2. показаний кінцевий зенкер. Він схожий на спіральне свердло. Але на відміну від свердла зенкер не має поперечної ріжучої кромки і число зубів z у нього 3-4. Діаметр зенкера встановлюють залежно від його призначення. Для кінцевої обробки діаметр зенкера визначають по діаметру оброблюваного отвору з обліком
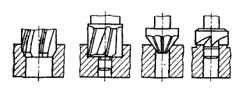
Рис.3.1 Типи зенкерів
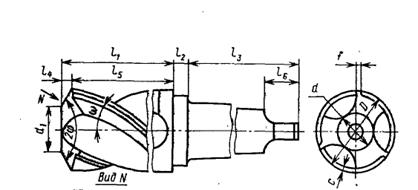
Рис.3.2 Кінцевий циліндричний зенкер
Орієнтовно величина розбиття приймається 0,3-0,4 допуску на оброблюваний отвір. При зенкеруванні допуск на отвір приймає по 11-у квалитету точність, а допуск на виготовлення по зовнішньому діаметру в середньому 0,25 мм допуску на отвір. Для попередньої обробки діаметр зенкера приймається з врахуванням припуска під подальшу обробку отвору