Реферат: Інструменти для оброблення отворів
1. Інструменти для обробки отворів. Класифікація
2. Свердла
Напівкруглі свердла
Трубчасті свердла
Прямі свердла
Спіральні свердла
Шнекові свердла
Ежекторнi свердлa
3. Зенкери
4.Розвертки
4.1. Ручні розвертки
4.2. Збірні конструкції розверток
1. Інструменти для обробки отворів. Класифікація
Для обробки отворів в деталях машин застосовують різні інструменти: розточувальні різці і пластинки, фасонні різці, свердла, зенкери, розгортки, абразивні інструменти.
Багато деталей машин і приладів мають отвори, довжина яких більш. Свердління таких отворів пов'язане з великими труднощами, оскільки інструмент виходить довгим і маложорстким, стружка що утворюється погано віддаляється з каналу, значно складніше подавати СОЖ в зону різання. Все це знижує ріжучі властивості інструменту і продуктивність процесу. В той же час оброблені отвори мають бути прямолінійні і мати малі параметри шорсткості поверхні. Ці вимоги до отвору деталі обумовлюють конструкцію інструменту і його геометрію. Для свердління глибоких отворів застосовують різні інструменти.
2.Свердла
Залежно від діаметру оброблюваного отвору їх підрозділяють на інструменти суцільного свердління D= 80 мм і інструменти кільцевого свердління (D> 80 мм). Для суцільного свердління застосовують свердла однобічного різання (одно кромкові) і двостороннього різання, а для кільця - голівки одно різцеві і і багаторізцеві. Свердла однобічного різання бувають напівкруглі (гарматні) і трубчасті, які у свою чергу, підрозділяються на свердла із зовнішнім і з внутрішнім видаленням стружки. Свердла двостороннього різання перові, шнекові, спіральні інжекторні.
2.1.Напівкруглі свердла застосовують для свердління глибоких отворів діаметром до 10 мм. Їх конструкція і геометрія показані на мал. 3.1. Свердло є круглим стержнем, зрізаним приблизно на 0,5 D. Головна ріжуча кромка розташована перпендикулярно до осі свердла, допоміжна - под кутом φ = 10°. Уздовж свердла робиться калібруюча стрічка шириною Н = 0,5--1 мм. Фаскова ріжуча кромка мається в своєму розпорядженні вищим за вісь свердла на Н = 0,2-0,5 мм щоб уникнути заїдання. У останньому випадку утворюється невеликий позитивний передній кут для бічної фасковоїріжучої кромки.
В головної ріжучої кромки γ = 0, ά = 8-10°. Свердло має потоншення до хвостовика в межах 0,03-0,05 мм на 100 мм довжини. Як видно, таке свердло має нераціональну геометрію, створює значні сили тертя унаслідок великої опорної поверхні, працює без охолоджування. Тому для видалення стружки і охолоджування свердла необхідно періодично процесрізання
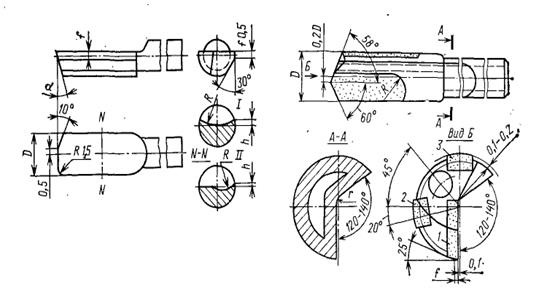
Рис.2.1 Нпівкругле свердло для глибокого свердління
Рис.2.2 Твердосплавне трубне свердло з зовнішнім виводом стружки
припиняти і виводити свердло з каналу, внаслідок чого знижується продуктивність. В процесі роботи свердло відводять унаслідок чого не забезпечується достатня прямолінійність отвору.
2.2 Трубчасті свердла оснащені твердим сплавом. Робоча частина може бути цілісною з твердого сплаву і з твердосплавними пластинками що з напаяли. У першому випадку робоча частина припаюється встык до трубчастого корпусу із сталі 40Х або 35ХГСА. Такі свердла робляться діаметром D= 2 - 15 мм. Свердла мають внутрішній канал круглого або серпоподібного поперечного перетину для підведення СОЖ під тиском 2-4 МПа. МОР разом із стружкою вимивається по зовнішній прямій канавці, утвореній фрезеруванням або прокатом.
На рис. 2.3 показано рушничне свердло з твердосплавними пластинками, що напаяли, на робочій частині. Твердосплавна пластинка є ріжучою, що направляють пластинки 2 і 3 з твердого сплаву групи ТК. - відповідно опорна. Що б створити сприятливіші умови різання у вершині свердла, пластина зміщена на (0,2-^-0,25) вперед від центру свердла. З цією ж метою ріжуча кромка у впри вершині свердла опущена трохи нижче за його центр. В результаті цього при свердлінні в центрі утворюється стержень діаметром до 0.02D, який легко ламається і віддаляється. В той же час він підвищує стійкість свердла.
Канавки для виходу стружки, МОР, що видаляється, прокатують або фрезерують. МОР під тиском подають по внутрішньому каналу, який має серпоподібний або круглий перетин залежно від способу формоутворення стружкових канавок. Ширина фаски b = 0,3-7-0,8 мм. Такі свердла роблять діаметром 8-30 мм.
На мал. 1.3 показана досконаліша конструкція твердосплавного трубчастого свердла з внутрішнім видаленням стружки, розроблена Саратовським політехнічним інститутом. СОЖ під тиском 3-5 МПа поступає в зону різання по кільцевому зазору між зовнішнім діаметром корпусу свердла і поверхнею оброблюваного отвору, а віддаляється разом із стружкою по внутрішньому каналу корпусу свердла. Трубчастий перетин корпусу додає свердлу вищу жорсткість. Такі свердла роблять діаметром
D =6- З0 мм.
Рис.2.3.Трубчасте свердло одностороннього різання
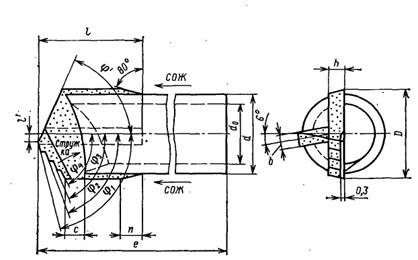
Товщина ріжучої і опорної пластинок з твердого сплаву h = b = 0,2D, довжина l= (1,1--2)D. Вершина пластинки зміщена від осі на 0.1∙D.
--> ЧИТАТЬ ПОЛНОСТЬЮ <--