Реферат: Інструменти для оброблення отворів
В цілях економії інструментальних матеріалів зенкери великих діаметрів роблять насадними цілісними і насадними збірними (мал. 3.3). Насадні цілісні зенкери (мал. 3.3, а) проектуються з гвинтовими канавками, що мають кут нахилу ω = 15^20, профіль яких криволінійний. Число зубів в таких зенкерів z, aїх діаметр d= 32--80 мм.
На мал. 3.3,б показаний насадний зенкер збірної конструкції. Такі зенкери роблять діаметром 40-120 мм. Зуби кріпляться за допомогою рифлень (мал. 3.3, а), клину (мал. 3.3,6) або без клину (мал. 3.3, в). Вони допускають регулювання діаметру. Зуби можуть бути з швидкорізальної сталі або із сталі 45 з твердосплавними пластинками, що напаяли. Передня поверхня плоска; зуби мають нахил уздовж осі під кутом φ = 10.
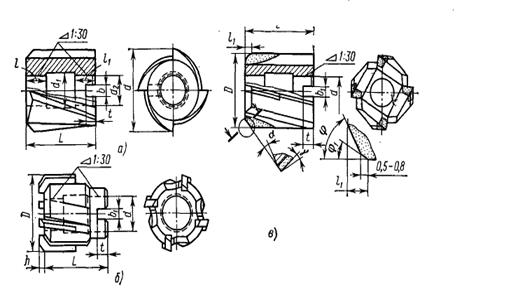
рис. 3.3Зенкери циліндричні насадні.
4.Розвертки
Розвертки – це багатолезові інструменти, що подібно до свердел і зенкерів у процесі роботи обертаються навколо своєї осі (головний рух) і поступово переміщуються вздовж неї, здійснюючи рух подачі (рис.2.1). Як операція процес розверчування має свої особливості: зменшений припуск під оброблення; у роботі бере участь більше число зубців; утворені стружки мають малу товщину та велику ширину, що зменшує навантаження на кожний зубець, надійне спрямування розвертки в отворі за рахунок циліндричної калібрувальної частини; орієнтація в отворі розвертки під час врізання різальної частини (для забезпечення самовстановлення розвертки в отворі застосовують плавальні патрони, видовжені оправи для закріплення розверток тощо).
Розверчування отвору забезпечує йому 6…8 квалітети точності та параметри шорсткості Ra = 3…1,25 мкм. У всіх випадках під розверчування отвір обробляють попередньо свердлом, зенкером чи розточують. Згідно з загальним класифікатором розвертки поділяються:
- за способом застосування – на ручні та машинні;
- за формою оброблюваного отвору - на циліндричні та конічні;
- за конструкцією – на суцільні та збірні, постійного діаметра та регулівні;
- за методом закріплення – кінцеві (хвостові) і насадні;
- за формою зубців та родом різального матеріалу.
Правильна робота розвертки залежить від конструкції, якості її виготовлення та від умов експлуатації (режиму різання, охолодження, величини припуску для розверчування, якості загострення та доведення різальних лез тощо).
4.1Ручні розвертки застосовують для розверчування отворів вручну. Розвертки діаметром 3…40 мм мають циліндричний хвостовик з квадратом для воротка. Розвертки відносно малого діаметра виготовляють з циліндричним або конічним хвостовиком, за допомогою яких їх закріплюють на верстаті.
Насадні розвертки закріпляють на спеціальні оправи, які вставляють у шпиндель верстата. Найпростішими за конструкцією є суцільні розвертки (рис.2.1), проте вони не передбачають регулювання діаметра. У зв’язку з цим широко застосовують розтискні та збірні розвертки з швидкорізальними та твердосплавними вставними зубцями (ножами), які після спрацювання та перезагострення можна відрегулювати на необхідний розмір, збільшивши термін їх роботи (рис.2.2). Ці та інші ровертки виготовляють кінцевими та насадними. Решта - діаметром 32…50 мм - мають конічний хвостовик, а діаметром 40…100 мм – насадні.
Основними конструктивними елементами робочої частини розвертки є її діаметр, довжина відповідних ділянок, кут різального конуса, число та напрям зубців, розміри й форма остружкових рівців, а також геометрія зубців.
Збірні конструкції розверток дозволяють економити інструментальні матеріали, створити оптимальнішу геометрію, підвищити різальні властивості та розмірну стійкість.
На рис.2.2 показана розвертка з прямими плоскими зубцями, які закріплюються на корпусі за допомогою конічних кілець і гайок. Ножі фіксуються контргайками Дно отвору у корпусі та ножі мають нахил до хвостовика під кутом 3…5о . Число зубців збірних розверток менше, ніж у суцільних. На цьому ж рис.2.2 наведена також розтискна розвертка.
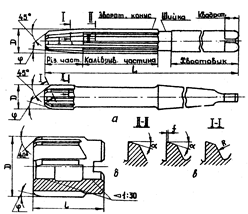
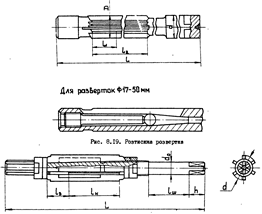
Рис. 2.1. Розвертки суцільні Рис.2.2. Розвертки регулівні
Котельні розвертки з гвинтовими зубцями, що застосовують для оброблювання отворів у аркушевих матеріалах, звичайно мають Z = 4. Довжина їх робочої частини l = (0,3…0,5)d. З метою полегшення контролю діаметра розвертки число зубців, як правило, парне. Для покращання якості (шорсткості) поверхні зубці розвертки мають нерівномірне розміщення по колу, тобто нерівномірний коловий крок.
Розтискні розвертки використовують у ремонтній справі, коли за відремонтованим валом розверчують отвір до необхідного розміру. Для цієї мети діаметр розтискної розвертки відповідно регулюють у певних межах.