Реферат: Исследование температуры в зоне резания при точении
Значения постоянных коэффициентов![]() также изменяются в зависимости от различных факторов. К этому надодобавить, что температура резания зависит и от вида процесса
также изменяются в зависимости от различных факторов. К этому надодобавить, что температура резания зависит и от вида процесса
резания: при несвободном резании резец нагревается больше,чем при свободном резании. Поэтому для расчета температурырезания чаще пользуются эмпирическими формулами, показывающими закономерности изменения температуры резания в зависимости от различных факторов и справедливыми в определенных границах и условиях.
3. ВЛИЯНИЕ РАЗЛИЧНЫХ ФАКТОРОВ НА ТЕМПЕРАТУРУ РЕЗАНИЯ
ПО ЭКСПЕРИМЕНТАЛЬНЫМ ДАННЫМ
Как уже отмечено, температура резания растет менее интенсивно, чем скорость. По мере нагрева резца разность температурстружки и резца падает, а поэтому интенсивность передачи теплотыот стружки резцу уменьшается. Следовательно, с увеличениемскорости резания v температура резца значительно поднимается,но в меньшей степени, чем скорость. Современные экспериментальные исследования процесса резания высокопрочныхсталей с ультравысокими скоростями (до 72 000 м/мин), когдапроцесс происходил адиабатически (без теплообмена),
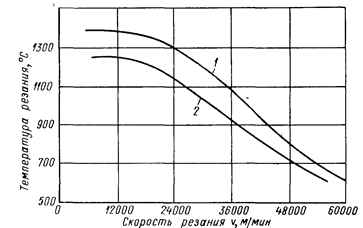
Рис. 7. Влияние скорости резания на температуру резания Ст.3:
1 — а = 0,5 мм; l = 4 мм; 2 — а = 0,2 мм
показалитемпературу в зоне резания на уровне 30—65°С, вполне допустимом стойкостью быстрорежущего резца1 . Надо полагать, что кривые 9—v с повышением скорости резания будут приближатьсяк уровню температуры плавления обрабатываемого материала,а затем снижаться с дальнейшим повышением скорости (рис. 7).Последние графики получены по опытным данным Д. X. Касрадзе2 при резании Ст.3 при v = 1000-60 000 м/мин. Подобное явлениесопровождается резким снижением сил резания и значительным охрупчиванием металла в зоне резания. Этот процесс способствует быстрому отрыву стружки при полном отсутствии пластической деформации (усадки) стружки. Наблюдающаяся отрицательная усадка (удлинение стружки) могла быть вызвана центробежными силами при весьма больших скоростях.
Влияние глубины резания и подачи. Не трудно предугадать зависимость между глубиной резания t, подачей s и температурой, если рассмотреть изменение прироста и отвода теплоты на резце с изменением t и s. С увеличением подачи возрастает давление стружки на резец, а вместе с ним и работа деформации. Но при этом, как известно, усадка стружки уменьшается и, следовательно, работа деформации, приходящаяся на 1 мм3 стружки, также уменьшается. К тому же трение на задней поверхности инструмента с увеличением подачи мало изменяется. Поэтому количество теплоты, образующейся в стружке, будет увеличиваться в меньшей степени сравнительно с увеличением подачи. В то же время с утолщением стружки отвод теплоты улучшается, т.к. площадь контакта стружки с резцом расширяется. В результате температура резания повышается с увеличением подачи, но в меньшей степени, чем при повышении скорости.
Еще меньше влияет на температуру резания глубина резания, т.к. нагрузка на единицу длины режущей кромки не изменяется: с увеличением глубины резания при постоянном угле в плане![]() пропорционально увеличивается длина работающей и режущей кромки, почти в такой же степени усиливается теплоотвод от нее и, следовательно, на единицу длины режущей кромки увеличение притока теплоты будет весьма незначительным; в результате температура мало изменится с увеличением глубины резания.
пропорционально увеличивается длина работающей и режущей кромки, почти в такой же степени усиливается теплоотвод от нее и, следовательно, на единицу длины режущей кромки увеличение притока теплоты будет весьма незначительным; в результате температура мало изменится с увеличением глубины резания.
Влияние материала резца и обрабатываемого материала на температуру резания . Естественно ожидать, что при резании хрупких металлов, например чугуна, когда работа пластической деформации весьма мала и удельные силы резания незначительны, температура резания заметно ниже, чем при обработке стали. Давление чугунной стружки сосредотачивается непосредственно на режущей кромке или вблизи нее, но это весьма неблагоприятное обстоятельство влияет больше на абразивно-механический износ режущей кромки, чем на температуру резания.
Само собой разумеется, что нагрев инструмента зависит от теплоемкости и особенно от теплопроводности материала изделия и самого инструмента. Например, при обработке цветных металлов температура резания должна быть сравнительно низкой не только из-за малой нагрузки, но и вследствие большой теплопроводности цветных металлов. И, наоборот, при резании жаропрочных сталей и сплавов, обладающих низкой теплопроводности, значительно повышается
температура резания (в два – три раза) сравнительно с конструкционными сталями. То же можно сказать относительно инструмента: чем ниже теплопроводность, тем выше температура его режущей кромки.
По этой причине температура резания при работе твердосплавными резцами получается более низкой по сравнению с минералокерамическими (рис. 3). То же самое можно сказать ио влиянии резца на температуру резания. Последняя уменьшаетсяс увеличением площади поперечного сечения резца.
1 Более того, оказывается возможным работать резцами из цветных металлов,поскольку
при v = 27 000—36 000 м/мин силы резания резко снижались.
2 См.: Термические явления при сверхскоростном резании металлов. Труды ГИСХ, XIV, Сухуми, 1970 г.
Влияние геометрии резца на температуру резания. Как известно, с увеличением угла резания ![]() увеличивается сила резания,следовательно, должны повышаться количество образующейсятеплоты и температура резания. Отвод тепла в данном случаетакже будет усиливаться с увеличением угла клина
увеличивается сила резания,следовательно, должны повышаться количество образующейсятеплоты и температура резания. Отвод тепла в данном случаетакже будет усиливаться с увеличением угла клина ![]() (угла заострения), но в меньшей степени, чем теплообразование, и в результате температура будет расти.
(угла заострения), но в меньшей степени, чем теплообразование, и в результате температура будет расти.
Величина угла в плане ![]() также влияет на температуру резания. С уменьшением угла
также влияет на температуру резания. С уменьшением угла ![]() несколько увеличивается нагрузкана резец и, казалось бы, нагрев его должен усиливаться. Однако
несколько увеличивается нагрузкана резец и, казалось бы, нагрев его должен усиливаться. Однако
на самом деле получается обратное: с уменьшением угла ![]() удлиняется режущая кромка, увеличивается угол при вершине
удлиняется режущая кромка, увеличивается угол при вершине ![]() и как следствие значительно улучшается теплоотвод.
и как следствие значительно улучшается теплоотвод.
В заключение надо отметить заметное влияние на температурурезания смазочно-охлаждающих жидкостей. При этом падениетемпературы вызвано как охлаждающим эффектом, так и уменьшением трения в процессе резания.
Путем математической обработки опытных графиков А М. Даниелян вывел общую формулу зависимости температуры резания ![]() от различных факторов при нормальной обработке стали
от различных факторов при нормальной обработке стали
быстрорежущим резцом
![]() .
.
Здесь ![]() ; г — радиус закругления вершины резца; F — площадь поперечного сечения резца;
; г — радиус закругления вершины резца; F — площадь поперечного сечения резца; ![]() — постоянная, зависящая от обрабатываемого материала и инструмента, или в упрощенном виде для стали (
— постоянная, зависящая от обрабатываемого материала и инструмента, или в упрощенном виде для стали (![]() = 77 кгс/мм2 ,
= 77 кгс/мм2 , ![]() = 22%)
= 22%)
![]()
и для чугуна (приблизительно)
![]() .
.
4. МЕТОДЫ ИЗМЕРЕНИЯ ТЕМПЕРАТУРЫ РЕЗАНИЯ
Среди многочисленных методов измерения температуры резания можно выделить две группы.
К первой группе относятся методы, с помощью которых измеряется средняя температура стружки, а также определенныхучастков изделия или резца: калориметрический метод; метод
цветов побежалости; метод термокрасок.
Ко второй группе принадлежат методы, которыми измеряютсятемпература узкоограниченных участков зоны резания или резца,например: метод термопар; оптический и радиационный методы.
Калориметрический мет од , впервые примененный в лаборатории ЛПИ, иногда используется и в настоящеевремя. В этом случае температура стружки рассчитывалась по
формуле
![]()