Реферат: Карбування металів як один з давніх видів народного декоративно-прикладного мистецтва України
Оцінюється: час виконання, чіткість переведених ліній (наявність усіх деталей рисунка, рівність і глибини рисок, залишених рису вал кою або карбувальниками).
Виконання роботи, пов'язаної з карбуванням по металу та подальшою художньою обробкою готовою виробу,— процес творчий, і учні можуть застосовувати різні прийоми для створення задуманої ними композиції, а критерії, за якими буде оцінюватися їхня робота, на наш погляд, такі:
* плавність лінії суцільної або нанесеної за допомогою рисок чи точок, рівномірність її ширини і глибини при обведенні рисунка:
відхилення по ширині близько 1,0 мм — «відмінно»;
від 1,0 мм до 2,0 мм — «добре»;
від 2,0 мм до 3,0 мм — «задовільно»;
більше 3,0 мм — «незадовільно»;
відхилення по глибині близько 0,5 мм — «відмінно»;
від 0,5 мм до 1,0 мм — «добре»;
від 1,0 мм до 1,5 мм — «задовільно»;
більше 1,5 мм — «незадовільно».
при обробці випуклих деталей композиції звертають увагу на те, щоб на випуклій поверхні не залишалися сліди від руху чекана і на пластині не було розривів металу, а при просічно-му карбуванні були оброблені напилком усі задирки, при художній обробці виробу оцінюють те, як висвітлені виступаючі деталі, як вони відшліфовані і вкриті патинуючою плівкою або лаком, при оздобленні карбованого виробу зважають на те, чи гармонійно поєднується основа з патинуючою плівкою на поверхні металу, чи вирівняна і закріплена пластина.
4. Контроль за роботою учнів. При виконанні будь-яких технологічних операцій учитель повинен аналізувати роботу учнів як у цілому, так і поетапно, вказувати недоліки, виявляти шляхи їх подолання, настроювати учнів на самоконтроль і контроль своїх товаришів.
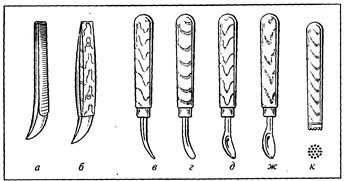
Рис. 1. Інструменти для металопластики: а, б — чекани-давильники «утюжки»; в — штихель; г — стека; д, ж — шпатель; к — чекан-пуансон.
5. Порядок виставлення оцінки за роботу.
Оцінювання робіт учнів може здійснюватися як самим учителем у процесі їх виконання і по завершенні, так і разом з учнями, враховуючи час, витрачений на виготовлення виробу, правильність виконання технологічних операцій, художнє оздоблення.
Виготовлення інструментів-чеканів
Наведемо орієнтовний варіант виготовлення інструментів-чека-нівдля занять металопластикою, що мають різну форму бойової частини й одну спільну ручку {рис. 1, 2).
Технологія виготовлення чека-нів-давильників в умовах шкільної майстерні нескладна. Для їх виготовлення знадобляться: токарний і заточний верстати, слюсарні лещата, напилки, молоток, наждачний папір, муфельна піч, стальний прут довжиною 60 мм і діаметром 6 мм і стальний прут діаметром 20—25 мм, дерев'яний брус довжиною 18—20 см і перерізом 2,5 х 2,5 см з деревини твердої породи (клен, дуб, бук, береза), шматок алюмінієвого дроту для заклепок довжиною 35 мм і діаметром 3—4 мм.
Виготовлення чекана-давиль-ника відбувається в такій послідовності:
1. Виготовлення дерев'яної ручки
Довжина ручки (4, рис. 2) дорівнює 18—20 см, її діаметр — 20—25 мм. Після виготовлення ручки її обробляють таким чином:
з того боку, на який буде надіватися металева втулка (2), знімать шар деревини до діаметра 16— 18 мм на довжину 20 мм, інший торець округлюють і ручку після ретельної обробки наждачним папером вкривають лаком.
2. Виготовлення металевої втулки
Із сталевого прута діаметром 20—25 мм на токарному верстаті знімають шар металу до діаметра ' 19—24 мм на довжину ЗО мм. Свердлом діаметром 16 мм свердлять втулку (2) на глибину 20— 25 мм, після чого її відрізають, торцюють і нарізають в ній різьбу М6, а також роблять отвір для заклепки (3) діаметром 3 (4) мм.
3. Чиютонлсння змінних чеканій
Для